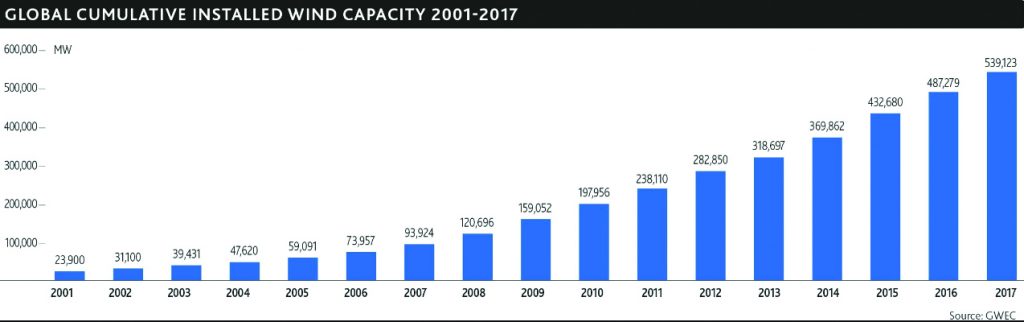
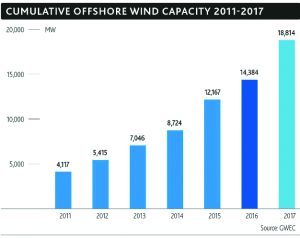
Much has been written about the global growth in the wind turbine industry. Today, more than 341,320 wind turbines are operating worldwide. In particular, the number of offshore installations has exploded in the past seven years (Figures 1-2).

The continuous reliability gains in the industry have caused the cost of wind-turbine electricity to drop significantly, so much so that some current offshore projects are underway without any government subsidy, with full understanding of the unique maintenance issues and costs associated with offshore installations. This momentum is proof of how far wind turbines have come in terms of reliability and cost effectiveness.
Time Between Maintenance: Lubricant
In regard to the wind-turbine gearbox, gone are the epidemic failure rates of less than three years seen in the early 2000s. Rather, today’s gearbox normally requires a major scheduled maintenance only after seven to 10 years, typically for bearing replacement. And remember, this is a scheduled maintenance, not a replacement of a failed gearbox.
Unfortunately, the wind-turbine gearbox lubricant and filtration system has not achieved a similar increase in durability. A maximum of three to five years is the typical life expectancy for the lubricant and even less for the lubricant filters. As a result, major efforts are under way to increase the life expectancy of the lubricant. Approaches such as improved filtration, lower lubricant operating temperatures, and newer formulations have all been and continue to be studied in this effort. The goal is to increase the time between maintenance for the lubricant to match or exceed that for the gearbox.
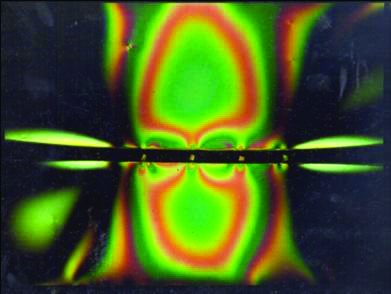
In particular, lubricant debris generated from the gear teeth during start up and operation is a major cause of lubricant deterioration. Despite all the improvements in gear design and manufacturing, wind-turbine gear teeth continue to rub (i.e. operated in mixed EHL) and release hard iron metal particles into the lubricant. These metal particles rapidly clog the filters if they are large enough to be captured. Unfortunately, many are too small to be filtered out. These unfilterable small particles, typically 1-5 microns in size, create numerous lubricant problems. For instance, very large pressure peaks are produced when a small hard metal particle passes through the contact zone of a gear or bearing, as represented in Figures 3-4.
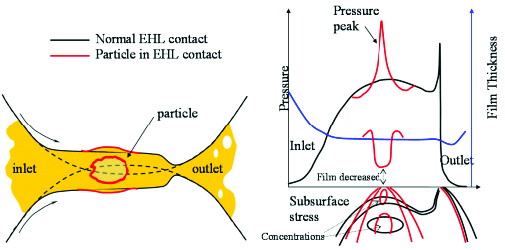
Along with denting or abrading the tribological surface of the given component, which leads to a further increase in mixed EHL, the particles result in high pressure peaks that accelerate the surface fatigue of the gear or bearing. In fact, some experts believe the high pressure peaks from metal particles in bearing contacts lead to or contribute to the problem of axial fatigue cracking in today’s wind-turbine industry (T. Stalin; Vattenfall; NREL/GRC presentation February 2018).
Further problems develop when small iron particles combine with other lubricant materials to form large, soft conglomerates. These conglomerates accelerate the clogging of the filters. And remember, once the filter is clogged, the filter bypass automatically opens, and all filtration is lost until the filters can be changed.
Also, small metal particles in the presence of the high lubricant operating temperatures are catalysts for numerous deteriorating side chemical reactions. In particular, water in the high temperature lubricant, down to even 100 ppm, is an excellent ingredient to react with iron particles and some of the special lubricant additives. Many wind turbines are operating with 1-2 percent water content in their lubricant along with >1,000 ppm of small iron particles. This is an excellent incubator for deteriorating chemical side reactions.
A New Approach
It is understandable that wind-turbine lubricant filtration, lowering operating temperatures, and new formulations have gotten the initial industry focus to increase the time between lubricant maintenance. Much has already been accomplished in these areas, but there are limits that these approaches can accomplish and most improvements have already been achieved.
A different approach has been proposed, and its study has begun. Rather than accepting the problems associated with the teeth generating hard iron particle debris, the goal is to eliminate the tooth debris altogether. This approach is using the ISF® process to superfinish all the gears throughout the gearbox.
Historically, isotropic superfinishing has been applied only to the input stage of a wind-turbine gearbox such as the annulus, sun pinion, and planets. These are the slowest moving and highest loaded gears and experience the most amount of surface distress. Commercial experience since 2003 has proved that isotropic superfinished wind-turbine gears do not develop surface distress, even after many years of operation. So it is expected that fully isotropic superfinished wind-turbine gearboxes will achieve the same result.
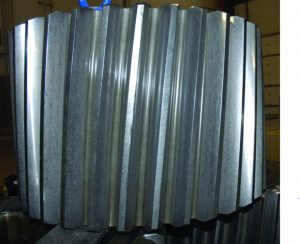
Figures 5-6 depict a set of multi-mega wind turbine planets that were originally isotropic superfinished by the manufacturer. The “galvanized” tooth surface appearance is the normal burnished appearance. These planets had been removed after seven years of operation for bearing maintenance and were returned to operation without any repair. Note there is no metal-to-metal contact pattern on the tooth flanks. This is proof that these isotropic superfinished planets were, and are continuing to operate, in full EHL. In other words, the planet teeth are not rubbing against the sun pinion or annulus teeth and no iron particle debris is being generated.

Summary
The new study will use a series of gearboxes where all the gears are isotropic superfinished. These gearboxes will be placed in operation and carefully monitored for particle debris generation. After a period of time, if all goes well, the original filters will be upgraded with finer particle filters to remove even the smallest of debris. (Remember, even 1-micron particle debris can damage the bearings in a wind turbine gearbox.) Then the wind turbines will be allowed to continue operating indefinitely, and the condition of the lubricant will be monitored.
Hopefully, the lubricant will remain fully operational for seven or more years, and the time between maintenance for the gearbox, its lubricant and filter will be extended and balanced. This study will take many years to complete. Periodically, progress reports will be published to the wind-turbine industry on this effort.