










While wind power inverter systems have traditionally used capacitors with application voltages around 500VDC, the trend today is toward higher-voltage systems. Film capacitor technology offers significant advantages over other technologies in these new higher-voltage applications due to improved life expectancy, environmental performance, and power handling capability. This paper compares both the mechanical and electrical characteristics of film and aluminium electrolytic capacitors, in terms of their ability to address the challenges for the designer of high-voltage power systems required in the very latest wind energy applications.
Wind power is a fast-growing market around the world, with higher prices for fossil fuels and concerns over environmental impact being two of the main driving factors. Furthermore, the improved efficiency of wind-power generation is also developing at a rapid pace. One element of this is higher voltages in generator systems, where the capacitors are actually located inside the converter.
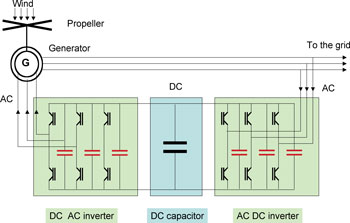
As previously mentioned, many wind-power systems have used capacitors with voltages around 500VDC in the past, but today the “sweet spot” is in the range of 600-1350VDC, depending on the output AC voltage from the alternator. This is because higher voltages are increasingly used to reduce power loss in the alternator and converter of the windmill. Higher voltages allow lower RMS current for the same power. In this area, non-gas impregnated film capacitors offer significant technical advantages over previously used electrolytic capacitors. AVX power film capacitors are able to provide a real boost to wind-power stations, with extremely high capacitance values of up to 48,000 μF available. Figure 1
Controlled Self-Healing
One major advantage is the ability of film capacitors to overcome internal defects. The latest dielectric films used for DC filter capacitors are coated with a very thin metallic layer. In the case of any defect the metal evaporates and therefore isolates the defect, effectively “self-healing” the capacitor. As wind power systems are normally located in remote locations, this feature can significantly reduce ongoing maintenance costs and ensure higher efficiency of usage in the installed system. Although a quick search will show a number of “segmented metallized film technologies” on the market, they don’t all achieve controlled self-healing. Non-optimized segmentation can generate unexpected results, such as loss of controlled self-healing if under segmented or very low lifetime expectancy if over segmented.
With 30 years of experience in manufacturing controlled self-healing capacitors, AVX can claim extensive knowledge in this area. The main advantages of this technology are proven field reliability with zero catastrophic failures even under severe usage conditions, providing a competitive solution while maintaining the highest electrical and mechanical specifications, and long lifetime expectancy.
Over the last 10 years AVX TPC has developed a wide range of products that incorporate all the benefits of controlled self-healing technology. Ideally suited to all new energy applications, AVX is the first worldwide supplier of controlled self-healing DC link capacitors for windmill applications. The main power film series are FFVE/FFVI, FFLI, FFLC (dry technology), and Trafim (oil filled technology). These provide a wide range of form factors and capacitance/voltage options that cover most applications, with custom solutions available for specific design requirements.
Comparing Film vs. Aluminum
With today’s dry film technology the voltage gradient can reach more than 500V/um for discharge applications and 250V/um for DC filtering applications. These film capacitors are designed to CEI 1071 standards. This means they are able to handle multiple voltage surges of up to twice the rated voltage without significantly decreasing product lifetime. It also means that the designer need only account for nominal voltage requirements when specifying his system.
By comparison, due to the process technology, the thickness of aluminium foil used in electrolytic capacitors is key to reaching higher voltages. There is a trade-off, however: the higher the voltage, the lower the available capacitance. In addition, higher voltage (500V) electrolyte conductivity reaches 5kohms/cm compared to around 150kohms/cm for lower voltage versions. This also limits RMS current values to about 20mA per µF, compared to 1A per µF for film capacitors. A major requirement for DC link capacitors is their ability to handle ripple current. Here, film capacitors have a major advantage. Using aluminium electrolytics would require banks of several capacitors being used; and not because a higher capacitance value is required, but simply to handle the current. Using film capacitors would mean that the designer need only consider the minimum capacitance value required for the system. As a result, designs that use film technology frequently save space.
In order to reach the higher voltage requirements of the systems being designed and deployed today, it would be necessary to connect multiple electrolytic capacitors in a series. This would require balancing the voltage by connecting resistors in parallel with each capacitor because the IR (insulation resistance) of each individual device will vary. This results in an overall increase in direct leakage current, equivalent to lowering the overall IR of the system.Figure 2
Another concern in using electrolytic capacitors would be that, if a reverse voltage or over voltage higher than 1.5 times rated voltage occurs, it can cause a chemical reaction. Should it last long enough the capacitor may suffer catastrophic failure, to the extent of developing a short circuit breakdown or suffering a pressure release where the internal electrolyte may evaporate. To overcome this the system designer would need to connect a diode in parallel to reduce the potential problem. So, although it is technically possible for aluminium electrolytics connected in series to attain the necessary higher voltage levels required by today’s wind energy applications, the circuit design can be problematic, requiring the use of additional components or protection to ensure successful operation.
Surge voltage is another important consideration. The capability of aluminium electrolytics to withstand surge voltages is limited to approximately 1.2 times the nominal voltage. This means designers must take surge voltage into account when specifying these types of capacitors. By contrast, higher voltage film capacitors (above 1350V) utilize non-toxic organic oil filled technology and can operate up to 100kV. These capacitors, along with the dry film technology discussed earlier, can be considered environmentally friendly solutions because they do not use acids and therefore do not represent a risk to the system itself. Both types of film capacitors can also be stored without concern, as, unlike electrolytic capacitors, they have no “dry out/wear-out” mechanism.
Life Expectancy
Ultimately, the main advantage of film capacitors over aluminium electrolytic is life expectancy. Our internal data shows that AVX controlled self-healing DC filtering capacitors exhibit a maximum capacitance drop (ΔC) of just 2 percent after 100,000 hours of operation. When added to the fact that, compared to aluminium electrolytics complete device failure is very unlikely to occur, it means that during the full lifetime of an installed wind power system it will not be necessary to change the capacitors. This represents major maintenance savings for the user.
Since the early 1980s significant improvements have been made in the application performance of DC filter capacitors. This has been achieved through the use of either combinations of metallized films or by using different segmentations of metallization on the dielectric films. In fact, power film capacitor manufacturers continue to develop much thinner films and improved segmentation techniques, which will result in the continued release of superior performance devices. Figure 3
Summary
System voltages are continuing to increase in wind power/windmill applications. As these voltage requirements have risen they have passed the 600V barrier, which represents a major hurdle for aluminium electrolytics. These are limited in voltage and require connection in a series to successfully address this application, which can add significant cost in terms of space as well as being much more complex to design and install. Figure 4
Film capacitors (both dry and non-toxic organic oil-filled) offer significant technological advantages, including superior life expectancy and environmental performance, as well as the ability to handle the various types of “in-application” technical issues (over-voltage and reverse voltage) that can easily occur. Considering that these systems are often deployed in remote locations, and given the fact that they require minimal maintenance and downtime, the advantages of using of film capacitors in this type of DC filtering applications are very significant. As a worldwide manufacturer of capacitors for power electronics, AVX is in a position to offer products best suited to these applications. Indeed, since 1980 great improvements have been made in DC filter capacitor technology by a combination of different segmentation schemes of the metallization matched to specific film dielectrics. Both volume and weight have been reduced by a factor of 3 or 4 over the last few years. Figure 5
As a result of these key developments, several families of products have been generated over a wide range of capacitance values as represented by the AVX product families FFB, FFV3, FFVE, FFLI, FFLC. All of these products are widely used by AVX customers due to the advantages that they offer.For higher volume applications customers will often request a capacitor with specific characteristics tailored to the circuit. Again, AVX offers this type of solution, based on our long-time experience of capacitor design/manufacture for power electronics, typically producing more than 500 specific design studies each year. AVX also offers full design support in order to devise the optimum performance solution for a new project.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}