Ocean Winds (OW), an international company dedicated to offshore wind energy and created as a 50-50 joint venture by EDP Renewables and ENGIE, recently marked the successful installation of the offshore electrical substation for the Dieppe – Le Tréport offshore wind farm (EMDT), project in consortium with Sumitomo Corporation and Banque des Territoires.
The milestone represents a step forward in the offshore construction of the project and an achievement made possible by collaboration between experienced French and European industry leaders. Designed and built by Chantiers de l’Atlantique at its Saint-Nazaire shipyard, the substation highlights the strength of the French offshore wind industrial sector. Its foundation, a steel jacket structure, was supplied by Navantia in Spain, and the installation operation at sea was carried out by DEME with its installation vessel Gulliver.
Ocean Winds has successfully installed the offshore electrical substation for the Dieppe – Le Tréport offshore wind farm. (Courtesy: Ocean Winds)
Once operational, the substation will collect the renewable electricity generated by the wind farm’s 62 turbines and transfer it to shore via the grid connection infrastructure developed by Réseau de Transport d’Électricité (RTE), operator of the French national electricity transmission system.
“Following the first power of the EMYN project earlier this month and our continued progress on EFGL, the successful installation of the Dieppe – Le Tréport offshore substation is another significant milestone for Ocean Winds, and a further demonstration of the momentum building across France’s offshore wind sector,” said Marc Hirt, country manager for Ocean Winds in France. “It also reflects the trust placed in us by the French State to contribute to the country’s energy transition, supported by a robust French and European industrial supply chain.”
The complex offshore operation was completed over several days, bringing together expert teams from the project, its contractors, and partners.
“This extremely precise and well-prepared phase ends 24 months of construction of the Dieppe-Le Tréport topside at our Saint-Nazaire site. Through this project, we continue to strengthen Chantiers de l’Atlantique’s position as a key player in marine renewable energy in Europe,” said Frédéric Grizaud, Director of the Marine Energies Business Unit at Chantiers de l’Atlantique. “This milestone is the result of months of rigorous preparation, technical expertise, and close coordination between all those involved.
The arrival and installation of the substation not only marks the start of the project’s visible presence at sea but also brings us a step closer to delivering clean, renewable energy to the region.”
Once fully operational, the wind farm will generate electricity equivalent to the annual consumption of about 850,000 people, supporting France’s renewable energy ambitions and strengthening Europe’s offshore wind leadership.
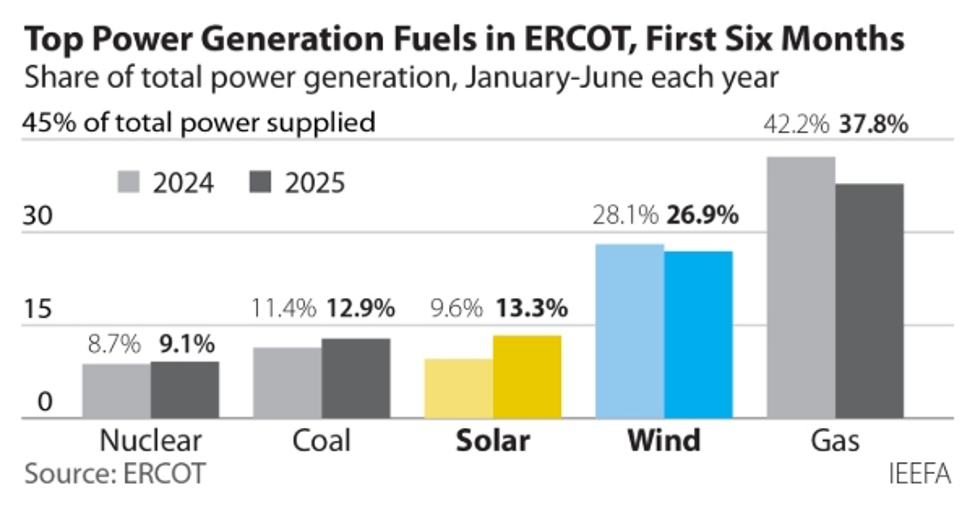
The ongoing electric power transition in the Electric Reliability Council of Texas (ERCOT) belies the anti-renewable rhetoric flowing from Washington. Through June, wind and solar have produced 40.2 percent of the electricity generated in ERCOT, the grid operator serving about 90 percent of the demand in Texas, the largest single state electricity consumer in the U.S. by far.
Wind power is still the largest component of renewable generation in ERCOT, but much of the recent growth in the state that consumes the most electricity in the U.S., is due to the rapid buildout of utility-scale solar across the system. This year through June, solar generation amounted to slightly more than 31 million MWh, more than double the amount produced during the same period just two years ago, and almost equal to solar’s entire output of 32.4 million MWh in 2023.
In June 2024, solar and wind supplied almost 36 percent of ERCOT’s peak demand needs; in June 2025 the total jumped to 45 percent. (Courtesy: Shutterstock)
Topping Coal
The speed of solar’s generation growth is also clear compared to the output of ERCOT’s coal generators, long a mainstay of system output. Solar generation topped coal in three months in 2024, a first for ERCOT. But for the entire year, coal still generated 10 million MWh more than solar. This year, there is a good chance solar generation will top coal for the entire year, even though coal output is up due to higher gas prices.
Through June, coal generation has totaled 29.9 million MWh, up sharply from the 24.8 million MWh produced in the comparable period a year ago, yet still below solar’s output. As a result, solar is now the third-largest power source on the ERCOT system, trailing gas and wind. Year-to-date, solar’s share of total generation in ERCOT stands at 13.3 percent, more than double its share from just three years ago.
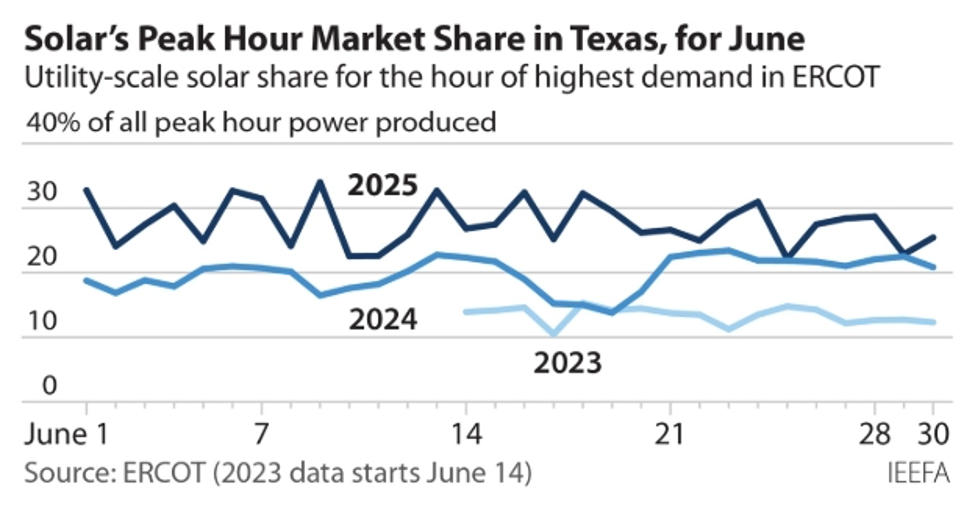
Another key gauge of solar’s growing importance as a reliable generation resource within ERCOT is its rising contribution to peak demand. IEEFA began tracking solar’s generation performance at the peak demand hour in 2023; the results have been impressive.
In June 2023, there were just more than 17,000 MW of installed solar capacity in ERCOT. From June 14 (when this data series began) through the end of the month, solar generation averaged 9,773 MW during the peak hour, supplying 13.3 percent of demand. The reliability of the generation is also noteworthy, since solar supplied between 10.4 percent and 15.2 percent of ERCOT’s peak demand during that period.
In June of 2024, solar generation at the peak hour jumped to 16,614 MW, a 70 percent increase, accounting for an average of 19.9 percent of demand. And this June, solar generation at the peak hour in ERCOT averaged 20,745 MW, more than double the 2023 level, and accounted for 27.7 percent of peak demand. Again, the reliability of this solar generation is worth underscoring: During June 2025, solar’s share of peak demand was never less than 22 percent, even as total systemwide demand hit a new June record of 45.1 million MWh and posted an average peak demand of 74,766 MW. In other words, solar is a resource whose output can be counted on.
Figure 1
Factoring in wind
Adding wind makes renewables’ performance even more impressive. In June 2024, solar and wind supplied almost 36 percent of ERCOT’s peak demand needs; in June 2025 the total jumped to 45 percent.
ERCOT CEO Pablo Vegas recently cited the growth in ERCOT’s solar resources, coupled with its existing wind, and the recent rapid buildout of battery storage capacity as a significant contributor to the grid’s growing reliability, even as overall demand continues to rise.
“The state of the grid is strong, it is reliable — it is as reliable as it has ever been, and it is as ready for the challenges of extreme weather,” Vegas said. What has changed since last summer, when ERCOT was warning that grid shortages could occur? Developers built 5,395 MW of solar capacity, 3,821 MW of dispatchable battery storage, and 253 MW of new wind projects.
The reliability provided by these new renewable and battery storage resources stands in sharp contrast to the unexpected reliability problems that have hit ERCOT’s coal plants so far this summer. On July 11-12, 5,019 MW of coal-fired generation was offline across ERCOT — totaling 36.9 percent of the system’s accredited coal capacity of 13,596 MW. The reasons for the outages vary, but almost two-thirds of the total capacity offline was due to unexpected, short-term maintenance issues that ERCOT would not have planned for, forcing the system operator to turn to other resources for needed power supplies.
In addition to these short-term outages, ERCOT says two large coal units will be offline for the entire high-demand summer period: the 932-MW Sandy Creek facility, which is majority-owned by LS Power; and Martin Lake Unit 1, an 800-MW generator owned by Vistra. A fire forced the Martin Lake generator offline in late 2024, and Vistra had initially said it would be back in operation in June, but ERCOT’s latest reliability assessment said it would not return to service until November.
The Sandy Creek facility, which only entered commercial service in 2013 and is the youngest coal plant in Texas, was offline in March and most of April; ERCOT now says it will not return to service until June 2026. No reason has been given for the outage, but it is highly unusual for a plant just 12 years old to be offline for that length of time. The Martin Lake unit, in contrast, is 48 years old, having come online in 1977.
Figure 2
Showing dependability
Meanwhile, renewables and dispatchable battery storage continue to demonstrate their dependability in the ERCOT system. New peak records were set earlier in July for both solar generation, which hit 28,071 MW on July 10, and battery storage, which discharged 6,309 MW into the ERCOT system on the evening of July 11, accounting for 9.2 percent of system demand at that point and reducing the need for that amount of coal or gas-fired generation.
Further, during the day on July 11 when those 5,019 MW of coal capacity were offline, wind and solar provided more than 50 percent of total system demand for more than six hours. At the peak hour of 5 p.m., solar and wind were meeting 49.6 percent of total demand.
The divergence on reliability is clear. Fossil fuel plants, particularly coal, can and do fail unexpectedly, taking unplanned chunks of capacity offline without notice, and can be offline for extended periods. Renewables, particularly solar, shine during the peak summer months, providing reliable power for the grid when it is most needed.
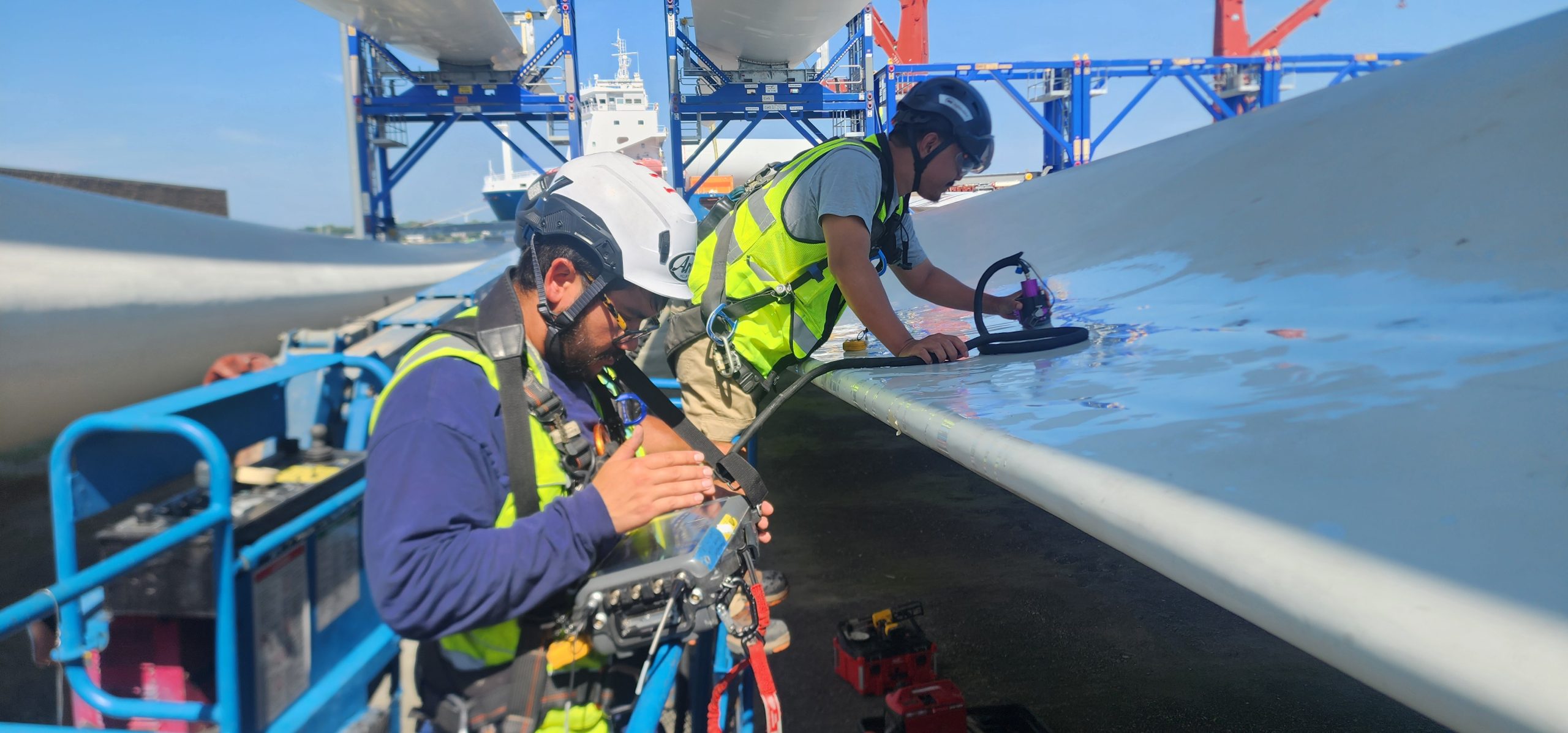
Proper wind-turbine inspection can mean the difference between a fully functioning asset producing power at optimum efficiency and that asset shutting down completely.
To that end, inspection is crucial, but it’s often not treated that way.
CICNDT has worked to make inspection an affordable part of a wind farm’s toolbox for 10 years, although the company’s founder has been doing NDT for almost 30 years.
CICNDT’s approach to inspection challenges is to have a valuable network of available engineers who can get to work immediately on a client’s needs. (Courtesy: CICNDT)
“We work with our customers at different levels to bring a capable inspection solution,” said Jeremy Heinks, founder and president of CICNDT. “We try and keep it a little bit on the more affordable side because, unfortunately, NDT or any quality-related process is usually the first to go when there are cuts. We want to make sure that doesn’t happen.”
CICNDT offers inspection services which includes Ultrasonic (PAUT/Array/Laser), Thermography, Laser Shearography, Bond Testing, Eddy Current, along with Robotic CT — in addition to equipment sales and application support, according to Heinks.
“We’re global; we bounce around all over the place,” he said. “Wherever the work’s at, wherever the problems exist, we are able to get to them. We do up-turbine inspections, and we do rope inspections. We do a lot of engineering type tasks where we work with blade engineers to figure out what we need, whether we need inspection or monitoring or if the turbine should be shut down for safety.”
Heinks said CICNDT is also working on robotic systems that will be ideally suited for offshore wind.
“We’ve got a partnership with Sandia National Laboratory for a robotic crawler, so we can bring that out,” he said. “That’s going to do really well in offshore where accessibility is a big issue or with these large blades that are 100-plus meters.”
CICNDT offers inspection services that include Ultrasonic (PAUT/Array/Laser), Thermography, Laser Shearography, Bond Testing, Eddy Current, along with Robotic CT — in addition to equipment sales and application support. (Courtesy: CICNDT)
Network of engineers
CICNDT’s approach to inspection challenges is to have a valuable network of available engineers who can get to work immediately on a client’s needs, according to Heinks.
“We’re starting to get more internal capabilities on the engineering side, but, I’ve got a network of really knowledgeable blade engineers, and I reach out to them and work with them,” he said. “I am of the belief that there’s enough work for everybody. There’s a ton of work out there when it comes to wind, and we’ve got to keep these different groups fed and alive to be able to do this stuff, and it’s good practice to spread the love, spread the wealth.” Working with third-party companies has only served to enhance CICNDT’s expertise and efficiency, according to Heinks.
“As a manager of NDT groups, I have always worked with third parties because, a lot of times, as a manager from a company, you didn’t have the bandwidth or you didn’t have the right training or expertise, so you’re always looking to bring that on if you don’t have it inside the company itself,” he said.
Equipment sales
As far as equipment sales goes, Heinks said it includes “a little bit of everything.”
“Let’s say we have a customer come to us, and they really want to internalize an inspection,” he said. “They might have the staff, or we might have to train their staff, but the larger groups will want to make this their own. We’ll build a system — whether it’s ultrasonic or infrared or laser — with a bunch of different methods we use, and we’ll sell that to them. We’ve got good relationships with a lot of suppliers, so we’re pretty flexible when it comes to method cost-effectiveness. A lot goes into making those decisions. It’s not just a, ‘Hey, this is the best thing ever.’ Because, if it’s the best thing ever, and your company can’t afford it, then it’s not the best thing for you. We try and focus on what’s affordable and what’s actually practical.”
CICNDT has worked to make inspection an affordable part of a wind farm’s toolbox for 10 years. (Courtesy: CICNDT)
That often boils down to offering customers the most practical solution, according to Heinks.
“We want a robust solution, and we want an effective solution,” he said. “It goes back to: You can have the greatest thing ever, but if nobody in your company can use it because it’s too complicated or it’s too fragile for the field, then it’s going to sit on a shelf. You look at the big guys in the industry. They’ve bought million-dollar machines that are sitting on a shelf because they just don’t know how to use them anymore, or it might’ve looked good in a lab, but once it got in the field, it just wasn’t something that anybody could use. It wasn’t practical. Our focus when it comes to anything is to make sure that, whatever we bring, it’s going to be actually used and survive the environment it’s put in because, up-tower in those conditions, it’s some of the roughest conditions you can get into with this type of equipment.”
Servicing the end user
This philosophy has served CICNDT well over the years, according to Heinks, in that developing inspection solutions for end users and insurance companies has become an appreciated part of CICNDT’s work.
“With an end user or insurance company, we’re out there, and we’re trying to save a turbine or sometimes a whole farm depending on how widespread the defects are in the blade types,” he said. “We’ve evolved to transfer over to supporting the end users more. The other thing is, early on, you try to push faster, fancier high speed inspection options, but a lot of times it’s just going back to the basics and sticking with what works. That’s what we lead with now. Those are pretty manual inspections, but they’re more cost-effective.”
Part of that cost effectiveness is making sure the right questions are asked before a job begins, according to Heinks.
“First off, we try and get as much information from the customer as possible about the material, the blade type, what they’re seeing, and their expectations,” he said. “A lot of times it’s like calling the fire department or 911: They want the solution now. And, more often than not, we can show up fairly quickly, but when we get there and we don’t have any information, we’re going to waste a lot of time trying to figure out what we’re actually looking at. We’ve progressed at trying to ask the right questions. We put together a questionnaire, and we get that out right away to the customer, and that forces them to think about their problem a little bit more. This gets everybody on the same page as far as expectations go and what can actually be done about the issue.”
CICNDT’s focus when it comes to anything is to make sure that the solutions offered will actually be used and survive the environment it’s put in. (Courtesy: CICNDT)
Connecting to others in the sector
Heinks is quite proud of how his company has been able to connect with and work with groups that CICNDT has trained and brought into the inspection side of the industry.
“We have a facility in Ogden, Utah, and we’re going to be putting together a training group out of there in the near future and, hopefully, partner with Sandia on that as well,” he said. “I’m most proud of the partnerships and the people we’ve been able to work with. When I was the NDT manager for LM Windpower for four years, by the time I left, I had 200 inspectors in eight countries. And in a lot of those countries, when you get into the NDT field, you’re basically at an engineer level at that point, and that pay differential between general worker bee and engineer in places like India and China is massive. That’s changing your whole family. We’ve done similar things. I’ve done a lot of training like that with some of the other OEMs. That’s probably one of the proudest things CICNDT has done is being able to spread that knowledge and skillset.”
Aerospace
CICNDT’s inspection services are not limited to only wind, but to the aerospace sector as well, according to Heinks.
“There’s a flow of technology between space and aerospace and wind, but we do about 50/50,” he said. “Half of our business is wind service. The other half is space and aerospace. The cool thing about that is, right now, we’re working on a lot of really advanced stuff that eventually we’ll be able to trickle into wind. That’s a big focus, especially with our new AIMM Center of Excellence in Ogden. We’re going to try and bring those technologies that we have in-house and see what they can do for wind blade parts, materials, and robotic CT.”
Ultimately, being able to use methods developed for aerospace and adapt them for wind will make inspection even more efficient, according to Heinks.
“That’s something we’re trying to add to the industry because, up until now, you’d get a defect, and in order to do testing on it, you’d dissect it,” he said. “And, typically, when you dissect wind blade parts, you use a giant gas-powered saw, and that’ll destroy the sample as much as it gets to where you need to go.
But, with robotic CT, we can do much larger parts, and we can see everything going on without taking it apart. Hopefully, things like that will help us understand defects better in the future.”
The hard-working technicians focused on wind-farm preventative maintenance face a paradoxical challenge: delivering energy to an industry that prizes reliability and consistency while dealing with conditions that seem diametrically opposed to those goals — extreme temperature fluctuations, exceedingly complex maintenance logistics, and weather patterns that defy expert predictions.
That’s exactly why the experts at ExxonMobil, for example, have developed warranties to support its products and go beyond traditional coverage. By using simulations of extreme operating conditions and AI-powered analytical data, these warranties help drive high-quality product development to push the industry benchmarks forward while providing peace-of-mind for customers.
Wind Power Challenges: Extreme Conditions
For those working in the wind-power sector, unpredictable conditions are standard. Perched atop towers hundreds of feet above the ground, the components of a wind turbine are routinely subjected to varying temperature changes, relentless weathering, and — of course — high-wind velocities.
These external and uncontrollable factors make routine maintenance significantly more complicated. Correctly observing safety protocols while putting a technician in the position to examine the components and lubricants of a turbine requires taking the wind generator offline for significant periods of time. Every moment offline has an impact on the operator’s bottom line. It’s also possible the consequences of unplanned maintenance could have an even more detrimental ripple effect across the rest of the operator’s business.
In a sector like power generation, where optimizing equipment performance is the norm, even slight inefficiencies can compound quickly — but so can advantages.
When wind farms have assurance that a product will continue to perform optimally until a given date, they can have the confidence to build the rest of their schedule around that promise. (Courtesy: ExxonMobil)
4 Advantages of Warranties
Warranties aren’t only about covering the cost of failures — when designed properly, they’re also about preventing them. Companies like ExxonMobil can develop warranties on their products because they want to be part of the solution: These warranties help wind farms meet demands, prevent failures, and maintain peace-of-mind to focus on longer-term challenges and operational optimization.
For wind-farm operators, lubricant warranties such as those offered by ExxonMobil can give several key advantages:
Enable operators to plan around a structured maintenance schedule.
Reduce the need for frequent oil analysis or premature lubricant changes.
Support a shift from reactive to predictive maintenance strategies.
When wind farms have assurance that a product will continue to perform optimally until a given date, they can have the confidence to build the rest of their schedule around that promise.
This is especially valuable in a sector like wind power, where market demands force you to continually produce power. When going offline unexpectedly can have severe consequences, routine maintenance — which requires sizable segments of a wind farm going offline — runs with exacerbated risks. It’s during these times that warranties provide the certainty necessary to achieve quarterly or annual goals.
Product warranties help wind farms meet demands, prevent failures, and maintain peace-of-mind to focus on longer-term challenges and operational optimization. (Courtesy: ExxonMobil)
How ExxonMobil Develops Its Warranties
Developing a trusted warranty — one that ExxonMobil shares confidently and stands by — is no easy task, especially since real-world testing is logistically impossible. With products designed to last a decade or more in an industry that constantly reinvents itself, testing them for any given length would mean the components they’re supporting would outstrip them and leave the products obsolete.
To stay on the cutting edge, ExxonMobil’s technicians use a system called “accelerated life testing.” This uses increased temperatures and the introduction of catalysts such as copper and iron to simulate field conditions for wind-farm products. By mimicking these contaminants and harsh degradation, technicians can reliably predict how their products will react once they’re working with your components.
These experts have also begun to use AI-driven analytics models to predict long-term lubricant performance. These data-driven analyses are helping develop new formulations and advance performance industry benchmarks further.
Pushing the Industry Forward
ExxonMobil’s warranties aren’t just about supporting their products — they’re a reflection of the company’s investment in this industry’s future. The success of its products isn’t measured solely by units sold or lifespan, but by how effectively they empower wind-farm operations to thrive.
To enable the highest rate of success, ExxonMobil isn’t developing these warranties — or any of its products — in a silo. The company has worked closely with original equipment manufacturers (OEMs) to develop products narrowly tailored to industry needs.
It’s through these OEM collaborations that ExxonMobil is able to secure third-party certifications that validate enhanced product performance while collaborating with technology partners and supplies to ensure they’re optimized for the latest cutting-edge equipment.
Developed as a direct response to customer needs, these warranties reinforce an operation’s stability, productivity, and efficiency, providing the peace-of-mind that any operation needs to drive the industry forward. At ExxonMobil, warranties are not just a promise, but a platform for progress — one that enables everyone using the company’s products to operate with confidence, innovate with purpose, and lead the energy transition.
Although wind-turbine oil could last for 10 years or more, it can start degrading long before that. Given this and because oil is the lifeblood of turbines, regular testing is important.
While monthly oil analysis delivers a basic view of the oil’s condition, there are additional tests that should be performed annually to monitor key performance characteristics of the oil and help prevent unplanned downtime. Annual monitoring will assess physical and chemical properties and detect common contaminants such as water and solid particles.
This thorough analysis is also recommended for new oils that must meet rigorous performance specifications prior to selection and introduction.
Wind turbines have distinct fluid challenges that are key to operational reliability. (Courtesy: Eurofins TestOil)
TURBINE OIL — PURPOSE, COMPOSITION, PROPERTIES
Lubricating oil for wind turbines is specifically engineered to meet the demanding conditions of turbine gearboxes and bearings, especially in remote or harsh environments. These oils are typically composed of synthetic base oils, which exhibit superior stability, long service life, and the capacity to perform under extreme temperatures.
PURPOSE
The primary function of lubricating oil in wind turbines is to reduce friction and wear between moving parts, especially under high-load, variable-speed conditions. It also serves to dissipate heat generated during operation, prevent corrosion from environmental exposure, and keep internal components clean by suspending contaminants and preventing sludge or varnish formation.
Oils for use in wind turbines are formulated to support long service intervals, which is critical for minimizing maintenance. The goal is to ensure long-term protection, improve operational efficiency, and extend the lifespan of vital components in some of the most challenging environments.
Wind turbines are susceptible to varnish formation, especially in the gearbox and hydraulic systems. (Courtesy: Eurofins TestOil)
COMPOSITION
To enhance their performance, the (usually synthetic) base oils are combined with additive packages that include anti-wear agents, extreme pressure additives, oxidation and corrosion inhibitors, foam suppressants, demulsifiers to separate water, and viscosity index improvers to stabilize viscosity across a range of temperatures.
PROPERTIES
The properties of wind turbine lubricating oils are specifically formulated to meet the operational demands of the equipment. These oils must have a high load-carrying capacity to manage the heavy torque and shock loads typical in wind-turbine gearboxes. They need excellent oxidation stability to enable long service intervals. The oil must also perform across a wide temperature range, particularly in cold climates where turbines are exposed to subzero conditions. Additionally, the oil should have a low tendency to foam, be resistant to water contamination, and maintain viscosity under mechanical stress. It also needs to be compatible with seals and materials within the turbine.
WHY AN ANNUAL TURBINE ANALYSIS?
The annual analysis is essential for maintaining equipment reliability, controlling costs and ensuring safety. One of the primary benefits is the early detection of wear and damage. By identifying metal wear particles in the oil, maintenance teams can catch developing issues in gearboxes, bearings, and other internal components before they escalate into major, costly downtime.
Regular oil analysis also helps monitor the condition of the lubricant itself. Over time, oil degrades due to oxidation, thermal stress, and contamination. Analysis reveals changes in key properties that directly impact lubricant performance. This is especially important for wind turbines exposed to extreme weather conditions. Oil testing can identify resulting contaminants, prompting corrective actions such as filtration or oil replacement.
Annual oil analysis also tracks long-term trends. In addition to establishing a maintenance record, it demonstrates compliance with environmental standards and warranty requirements [1]. An annual oil analysis is a powerful tool for protecting wind-turbine assets, optimizing performance, and supporting sustainable, cost-effective operations.
This shows the wind turbine gearbox installation of the rotor shaft and disk brake assembly. (Courtesy: Eurofins TestOil)
TYPICAL ANNUAL TURBINE ANALYSIS TEST SLATE
The standard test slate for an annual turbine oil analysis will vary slightly among labs; however, the following tests and methods should be included in an annual turbine analysis:
Acid Number; ASTM D974: Acid Number (AN) is an indicator of oil serviceability. It is useful in monitoring acid buildup in oils due to depletion of antioxidants. Oil oxidation causes acidic byproducts to form. High acid levels can indicate excessive oil oxidation or depletion of the oil additives and can lead to corrosion of the internal components. By monitoring the acid level, the oil can be changed before any damage occurs.
Color; ASTM D1500: The ASTM D 1500 color scale is used for contamination monitoring. If the fluid’s color is off specification, this can indicate contamination.
Demulsibility; ASTM D1401: Demulsibility measures an oil’s ability to release water. Water shedding characteristics are important to lube oil systems that have potential to have direct contact with water. Demulsibility can be compromised by excessive water contamination or the presence of polar contaminants and impurities.
Foam; ASTM D892: The tendency of oils to foam can be a serious problem in systems such as high-speed gearing, high-volume pumping, and splash lubrication. Inadequate lubrication, cavitation, and loss of lubricant due to overflow can lead to mechanical failure.
FTIR; JOAP method: Every compound has a unique infrared signature. FTIR spectroscopy monitors key signature points of a specific lubricant in the spectrum. These signatures are usually common contaminants and degradation byproducts unique for a particular lubricant. Molecular analysis of lubricants and hydraulic fluids by FTIR spectroscopy produces direct information on molecular species of interest, including additives, fluid breakdown products, and external contamination. It compares infrared spectra of used oil to a baseline spectrum.
Karl Fischer Water; ASTM D 6304 procedure C: Low levels of water (0.5%) are typically the result of condensation. Higher levels can indicate a source of water ingress. Water can enter a system through seals, breathers, hatches, and fill caps. Internal leaks from heat exchangers and water jackets are other potential sources. When free water (non-emulsified) is present in oil, it poses a serious threat to the equipment. Water is a very poor lubricant and promotes rust and corrosion in the components. Water in any form will cause accelerated wear, increased friction, and high operating temperatures. Non-emulsified water poses a serious threat to the equipment, leading to rust and corrosion. Emulsified water will promote oil oxidation and reduce its load-handling ability.
Membrane Patch Colorimetry; ASTM D7843: The Membrane Patch Colorimetry test is used to measure the color bodies of insoluble contaminants in lubricants. By monitoring the level of insolubles present in the lube oil, informed decisions can be made regarding the implementation of varnish mitigation technology.
Particle Count; ISO 4406: Using the Pore Blockage method, the sample is passed through a calibrated screen. As particles collect on the screen, the amount of flow decreases. This decrease in flow is measured, and the particle count result is obtained. Higher levels of particulates in the sample may indicate machine health issues, a high rate of external particulate ingression, or filter inefficiency. High levels of particulates can lead to accelerated machine wear due to abrasive conditions. Maintaining lower levels of particulates can increase the operational life of lubricated equipment.
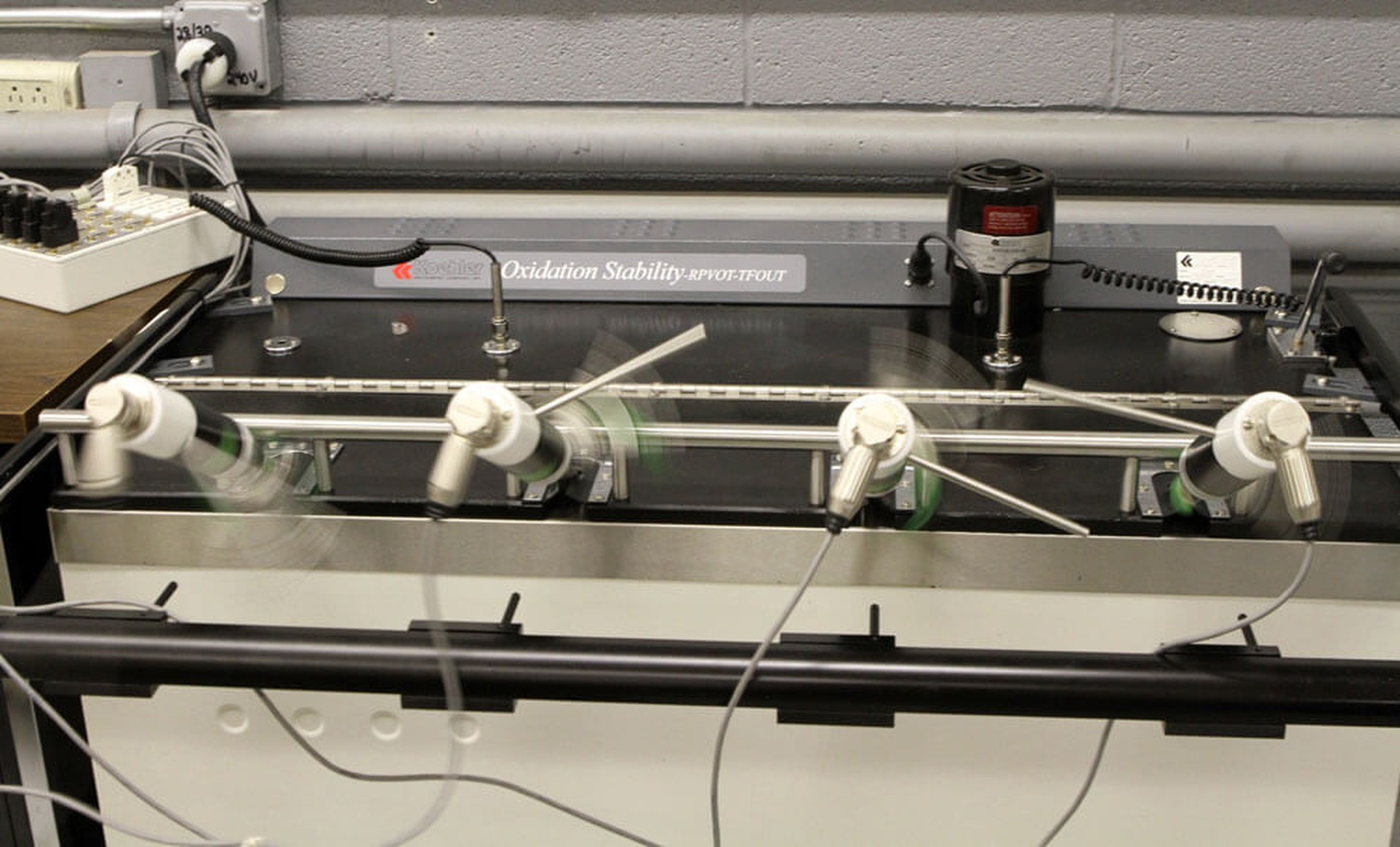
Rotating Pressure Oxidation; ASTM D2272: The Rotating Pressure Vessel Oxidation Test (RPVOT) determines the oxidation stability of an oil by measuring the actual resistance to oil oxidation; whereas the other tests detect oxidation already present in the oil. Oxidation is a critical mode of lubricant degradation. As oil oxidizes, it forms acids and insoluble oxidation products, which can lead to formation of sludge or varnish. These degradation products can coat bearing and oil cooler surfaces, preventing adequate cooling of the bearings. Areas with tight tolerances such as hydraulic control valves can also become coated causing operational issues.
Ruler; ASTM D6971: Linear sweep voltammetry, more commonly referred to as the Remaining Useful Life Evaluation Routine (RULER) test, measures hindered phenolic and aromatic amine antioxidant content. This test quantitatively analyzes the relative concentrations of antioxidants in new and used oils in order to monitor the depletion rate of the antioxidant protection package. Hindered phenols and aromatic amines are primary antioxidants used in many zinc-free turbine oil applications. By measuring the depletion and available reactivity of these antioxidant compounds while conducting other routine performance tests, the service life of used lubricants can be effectively monitored to determine remaining useful life.
Rust A; ASTM D665 procedure A: The Rust Preventing Characteristics Test (ASTM D665) is designed to measure the ability of industrial oils to prevent rusting under conditions of water contamination. The test can be performed with either distilled water or synthetic seawater. The test consists of stirring a mixture of 300 milliliters of the oil being tested with 30 milliliters of water, either distilled or sea water, at 140°F (60°C) for four hours. A special cylindrical steel test specimen made of #1018 cold-finished carbon steel is polished and then completely immersed in the test fluid. At the end of the four-hour test period, the specimen is removed, washed with solvent, and rated for rust. A lubricant’s ability to prevent rust is crucial for systems, such as wind turbines, which have significant risk of water contamination.
Spectroscopic Analysis; ASTM D5185: The Elemental Spectroscopy test uses a spectrometer to measure the levels of specific chemical elements present in an oil. Monitoring the concentration of metallic elements can provide important information regarding machine and lubricant condition. By monitoring wear metals such as iron, copper, tin, and lead, the rate of wear can be observed and abnormal wear modes can be detected.
The Rotating Pressure Vessel Oxidation Test (RPVOT) determines the oxidation stability of an oil. (Courtesy: Eurofins TestOil)
Many contaminants have metallic components that can be monitored as well. Increases in contaminant metals such as silicon, aluminum, and potassium can indicate ingression of dirt, coolant, or process contaminants. Some additives also have metallic components. Monitoring additive metals can help indicate when a system has been topped off with the incorrect lubricant.
Viscosity; ASTM D445: The single most important property of a lubricant is its viscosity. It is the measure of the oil’s resistance to flow (shear stress) under certain conditions. It is an important criterion in the selection of a fluid. At low temperature, excessive viscosity may result in poor mechanical efficiency, difficulty in starting, and wear.
As oil temperature increases, viscosity decreases, resulting in lower volumetric efficiency, overheating, and wear. Selection of the optimum fluid viscosity grade will provide the most efficient turbine performance at standard operating temperatures.
Critical indicators commonly uncovered during an annual turbine analysis include a failing foam test, a failing demulsibility test, low RPVOT, and high-varnish potential. The resulting report should be a complete rundown of each of the tests performed, along with a detailed explanation of each test result. The report should also contain a summary of findings, as well as recommended actions specified by analysts [2].
Inherent in the wind industry are distinct fluid challenges that ultimately decide the operational reliability of turbines. Maintenance requires lab expertise to determine the condition of the turbine’s fluid and overall health. No turbine can perform optimally with degraded oil. With regular testing, that’s one issue off everyone’s plate.
References
Some turbine manufacturers and insurers mandate regular oil testing.
Monthly oil analysis may also be recommended. It delivers a basic view of the oil’s condition. The test slate might include Acid Number, Spectroscopic Analysis, Fourier Transform Infrared Spectroscopy (FTIR), Viscosity, Particle Count and Karl Fischer Water.
North Star has delivered significant progress in its transition to operating a net zero fleet by 2045, thanks to its 400 million pound commitment combined with a 1.8 million pound investment in crew training.
The U.K.’s largest integrated ship owner-operator has a fleet of 48 vessels. Findings from its 2024 ESG report spotlight a year of rapid transformation and performance. Highlights include an 18 percent reduction in fleet-wide carbon intensity compared to 2022, alongside a 15 percent year-on-year cut in Scope 1 greenhouse gas (GHG) emissions.
North Star has made progress toward its goal of a net-zero fleet by 2045. (Courtesy: North Star)
The 12-month analysis illustrates the successful deployment of the company’s first three service operation vessels (SOVs) under long-term charter agreements. Since 2024, a fourth SOV has been operational at the Dogger Bank Wind Farm, while the firm’s first methanol-ready SOV has commenced work under a European contract. Three more SOVs are scheduled for delivery in 2025 and 2026. “Our ESG performance isn’t simply a compliance exercise, it’s integral to how we make decisions. By embedding sustainability into operational decision-making, we’ve cut emissions, improved efficiency and secured major new charters,” said Jen Redman, strategic projects manager.
These improvements have been driven by the transition toward new, more fuel-efficient vessels as new SOVs are delivered, a focus on efficiency in vessel route planning, and an awareness campaign that drives ships’ crew to place an emphasis on fuel efficiency in operational decision making.
Its growing SOV fleet is designed with hybrid propulsion, battery-ready architecture, and green methanol compatibility, enabling seamless integration of zero-emission technologies as they scale. AI-enabled vessel planning and predictive maintenance capabilities, a fully integrated ERP and emissions monitoring systems are already live across the fleet, allowing the North Star team to identify and encourage efficiency across all operations.
“Operating in one of the world’s most essential and emissions-intensive sectors brings with it a profound responsibility to lead the transition to cleaner, more sustainable operations,” said North Star CEO Gitte Gard Talmo.
In addition to significant investment into new technology systems and solutions, North Star has also invested 1.8 million pounds in the last 12 months to training and crew development. This supports the transition of many seafarers from traditional oil-and-gas emergency response and rescue vessels (ERRVs) to state-of-the-art SOVs. As part of this initiative, 120 cadets have been onboarded through the U.K.’s largest maritime training program, underscoring North Star’s commitment to developing the next generation of marine professionals.
Women of Renewable Industries and Sustainable Energy recently added three accomplished professionals to its Board of Directors: Johnelle Brown, Zoe Berkery, and Melissa Elkinton. Their appointments mark a strategic move to strengthen the organization’s long-term vision at a pivotal moment for the clean energy industry.
Each of these leaders brings a wealth of experience across the clean-energy sector spanning operations, project development, and corporate leadership. They share a deep commitment to advancing gender equity and building a more inclusive and resilient future.
Left to right, Johnelle Brown, Zoe Berkery, and Melissa Elkinton join WRISE’s Board to help shape its next chapter of an inclusive and equitable energy ecosystem. (Courtesy: WRISE)
The new board members will help shape WRISE’s strategic direction, expand its national footprint, and deepen its impact through advocacy, leadership development, data leadership and community engagement.
Johnelle Brown serves as operations chief of staff and vice president of operations at the American Clean Power Association (ACP), where she contributes to operations strategy and execution at the nation’s leading multi-technology clean energy trade association. With a career spanning more than 15 years in operations, human resources, and leadership, Brown has demonstrated a consistent commitment to inclusive workplace cultures and equity-centered initiatives.
“I’m honored to join the WRISE board as it marks 20 years of advancing women in our industry,” Brown said. “The stakes are high — we must all show up to uplift and create not just more space, but truly equitable opportunities for women. I’m humbled to serve and help drive this vital work forward.”
Zoe Berkery, chief operating officer at CleanCapital, brings her expertise in asset management, HR, and operations to the board. At CleanCapital, she oversees the company’s clean-energy asset fleet and drives innovation to scale solar and energy storage deployment.
“I’m honored to join the board of WRISE at such a critical moment for our industry,” Berkery said. “WRISE’s mission to advance resilient, inclusive, and sustainable energy solutions aligns deeply with my own commitment to accelerating the clean energy transition. I look forward to working with this exceptional team to help drive innovation and equitable growth across the clean energy sector.”
Melissa Elkinton, vice president of development and managing member at Belltown Power, brings more than two decades of experience in wind- and solar-energy development. Known for her leadership in energy resource assessment and development at companies such as Avangrid Renewables and DNV, Elkinton is a long-time WRISE supporter, mentor, and advocate for gender-diverse professionals in energy.
“I’m thrilled to join the WRISE Board at such a pivotal time,” Elkinton said. “Over the past 20 years, watching WRISE embrace diversity and extend its reach across the broader renewable energy and sustainability sectors has truly been inspiring.
I look forward to learning from the incredible WRISE staff and Board — and working relentlessly together to empower all women.”
“As our industry faces uncertainty and rapid transformation, strong, committed and visionary leadership is more critical than ever,” said Doseke Akporiaye, executive director at WRISE. “Johnelle, Zoe, and Melissa reflect the strength, diversity, and strategic thinking we need to guide our next phase of growth and ensure our impact endures for the next 20 years and beyond. I am excited to welcome them and look forward to partnering with them and the rest of the WRISE Board to ensure we continue to serve and advocate for our community and the larger industry.”
WRISE has been at the forefront of empowering women in the clean energy industry through education, leadership development, stakeholder engagement, and community-building for over two decades. This board expansion reinforces the organization’s commitment to meeting the evolving needs of its community while staying focused on long-term, systemic change.
WRISE will be hosting its flagship Conference, the WRISE Leadership Forum, October 14-15, 2025. The forum expects to surpass the previous year attendance of more than 800. Individual memberships and company partnerships are likewise growing. There are now more than 47 active chapters across the United States and Canada.
Wood Mackenzie, Inc., a leading global data and analytics business empowering the energy transition, recently appointed Bernardo Rodriguez as chief product & technology officer.
Bernardo Rodriguez is Wood Mackenzie’s new chief product and technology officer. (Courtesy: Wood Mackenzie)
Rodriguez has more than 25 years of experience in leading growth initiatives across multiple industries. Most recently, he served as chief digital and technology officer at J.D. Power, leading a major shift in the company’s strategic direction and innovation agenda. Prior to that, Rodriguez was managing director of strategy at Huge and Accenture, guiding digital transformation for Fortune 100 companies. Rodriguez has also successfully founded and scaled two tech startups.
“Bernardo brings to Wood Mackenzie a proven track record as a technology transformation executive,” said Jason Liu, CEO of Wood Mackenzie. “He has led complex transformations at some of the world’s largest organizations. This is a new role at Wood Mackenzie that reflects our commitment to investing further in our product and technology capabilities. I couldn’t be more excited about how his leadership will accelerate the adoption of cutting-edge AI and continue to deliver world-class solutions for our clients.”
“I’m excited to join Wood Mackenzie as we strengthen investment in product, technology, and AI for the evolving energy sector,” Rodriguez said. “Together with our talented teams, we’ll continue to build innovative, data-driven solutions that empower customers to navigate the energy transition and make the connections to drive intelligent decision-making.”
Osbit Ltd, an offshore wind engineering company, recently opened an assembly and service facility at the Port of Blyth in the U.K. This development has created 33 skilled jobs for the region and represents a substantial investment in the North East’s clean energy economy.
The new 3,350-square-meter facility at the Port’s Wimbourne Quay boasts a build and test space four times larger than Osbit’s previous site, provides access to multiple heavy lift quays and can accommodate four times as many skilled workers in the adjoining office space. This expansion has already doubled the number of permanent positions at its assembly facility, enhancing Osbit’s capabilities in delivering offshore equipment in line with industry demand.
The new 3,350 square-meter facility boasts a build and test space four times larger than Osbit’s previous site. (Courtesy: Osbit)
The construction of the new facility was made possible by a grant from the Business Growth Fund, which is funded by the Northeast Combined Authority, Gateshead Metropolitan Borough Council, and Sunderland City Council through the UK Shared Prosperity Fund.
Osbit is part of Venterra Group, a U.K.-based global provider of offshore wind services dedicated to the mission of “helping wind power grow.” The new facility will enhance collaboration across Venterra’s portfolio of offshore wind companies, with meeting rooms and dedicated client hosting facilities reinforcing Osbit and Venterra’s role in supporting the U.K. supply chain and enabling the clean energy transition.
The Port of Blyth has been instrumental in the development of Osbit’s expanded facility. The project included the conversion of one of the port’s warehouses at their Bates Clean Energy Terminal into an engineering workshop for Osbit.
This transformation included the addition of offices and overhead cranes, allowing for enhanced operational capabilities. This investment highlights the Port’s commitment to supporting Osbit and its growth, ensuring a modernized space that fosters innovation.
Now fully operational, the facility has already contributed to the delivery of wind-farm installation tools, a floating offshore wind cable testing rig, and multiple offshore access gangways.
“Opening this new facility is a huge milestone for Osbit,” said Steve Binney, the Osbit director responsible for the site development. “We are now able to deliver multiple projects simultaneously, under one roof, and situate ourselves in prime position to meet the increasing demands of the industry. The adjoining facility also provides a satellite office for our rapidly-expanding team, enabling us to grow with the sector.”
“We’re delighted to support Osbit’s continued growth through significant investment in a larger, purpose-built facility at our Bates Clean Energy Terminal,” said Alasdair Kerr, Port of Blyth commercial director. “Relocating the company to this enhanced site not only enables greater operational capacity but also strengthens the long-standing partnership between Osbit and the Port.”
Danish renewable energy producer Eurowind Energy has placed a 143-MW order for Frumusita, Vector, and Pecineaga Northeast wind parks, located in Romania. The contract includes the supply and installation of 23 V162-6.2 MW wind turbines from the EnVentus platfrom. Vestas will also provide long-term service for the projects through a 20-year Active Output Management 5000 (AOM 5000) service agreement.
“We are proud to partner with Eurowind Energy on this project, and we are grateful for their trust in us,” said Srdan Cenic, Vestas Mediterranean East general manager. “This order demonstrates the strength of our local execution and service expertise, and our ability to deliver the latest wind technology in support of Romania’s energy transition.”
Danish renewable energy producer Eurowind Energy has placed a 143 MW order for Romanian wind parks. (Courtesy: Vestas)
As Romania accelerates its energy transition through regulatory reforms, upcoming CfD auctions, and grid enhancements, Vestas continues to strengthen its presence in the market. With its Eastern Europe regional headquarters based in Bucharest, Vestas employs more than 550 people across Romania, including a highly skilled team of service technicians supporting projects.
Since entering the Romanian market in 2009, Vestas has played a pivotal role in driving wind-energy deployment across the country. With more than 1.5 GW of installed capacity and under-construction projects, Vestas is the leading OEM in Romania’s wind sector. The company also services more than 1.2 GW, supported by a strong local infrastructure that includes five service hubs and a regional training center.
“Romania is a core market for us, and we are happy to take the next step with this order,” said Morten Gaarde, director for EPC, Eurowind Energy. “Frumusita, Vector, and Pecineaga Northeast are very important projects for us and we look forward to building on our long-standing relationship with Vestas by realizing the projects together.” Turbine delivery is planned for the second half of 2026, while commissioning is scheduled for the second half of 2027.
Dutch rotor blade expert We4Ce and Danish precision machining specialist CNC Onsite, in May, completed their first joint project to transfer blade repair expertise to a wind park in South Asia. The companies trained technicians to independently repair loose blade root bushings on 26 turbines — marking the first in-field use of their new remanufacturing method. The approach offers a sustainable alternative to full blade replacement by eliminating the need for offsite transport and reducing blade waste.
CNC Onsite’s custom-built precision machine removed the damaged bushings on-site, enabling the park’s technicians to apply We4Ce’s patented “Re-FIT” bushing and fastening method. Ahead of the 50-MW project, the technicians were trained at We4Ce’s laboratory in the Netherlands on the repair technology and at CNC Onsite in Denmark on operating the precision machine. Delivered under a licensing model, this technology transfer enables wind parks to carry out major blade repairs using their own service teams.
We4Ce and CNC Onsite completed a joint project to train blade technicians at a wind park in South Asia. (Courtesy: We4Ce)
Following their training, the South Asian service team set up a field workshop at the wind park and, under the supervision of CNC Onsite and We4Ce, carried out large-scale repairs over several weeks.
“Securing and completing this first contract for our bushing and insertion method is the result of fine engineering for practical application,” said Arnold Timmer, managing director of We4Ce. “We first conceived the idea in early 2022 after an initial job with a client in India, and then spent three years developing and testing the solution.”
By adopting the remanufacturing technology, the customer will restore more than 1,000 bushings. The process combines precision milling, a specialized fixing method, and the installation of replacement bushings to produce a like-new component engineered for reliable performance over a lifespan of up to 20 years. This approach represents a significant improvement over conventional repair methods.
With operation and maintenance (O&M) crucial to long-term turbine performance, remanufacturing — restoring parts to equal of higher quality than original condition — is likely to shape how the wind sector approaches maintenance in the years ahead.
The We4Ce and CNC Onsite method provides significant advantages: up to 60 percent in cost savings, reduced downtime, and environmental benefits from eliminating potential blade waste and blade transportation, which would typically incur high logistical costs and CO2 emissions.
CNC Onsite designed and built a custom machine to drill out defective bushings from the rotor blades’ composite laminate, creating accurately dimensioned holes for replacements.
“Drilling in fiberglass is typically hard on the tools, causing them to wear out quickly; that is why, as part of this project, we developed special drills to achieve high precision and efficiency,” said Soren Kellenberger, partner and sales director, CNC Onsite.
As supply chain conversations and economic uncertainty continue across the U.S. and beyond, KASK America is stepping up with a more regional and reliable approach. The company has invested in U.S.-based production and logistics to help distributors, partners, and customers across North America — including both the U.S. and Canada — navigate what comes next.
The Zenith X2 collection from KASK America. (Courtesy: KASK America)
Some of its most popular safety helmet lines — the Primero Series, the Zenith X2 Series and the new Zenith X2 MAX — made specifically for the North American market — are being manufactured in Chicago. This has allowed KASK to shorten delivery times, limit shipping costs, and keep its network better supplied.
“We know our customers and partners are watching every line item right now – and delivery delays and price changes are just not an option,” said Fabio Cardarelli, CEO of KASK America. “Making key helmets here in the U.S. means we can move faster, maintain reliable inventory, and confidently support our customers.”
The Fraunhofer Institute for Wind Energy Systems IWES has put a wind radar system into operation that enables three-dimensional wind field measurements at unprecedented distances and resolution. The Dual Doppler Wind Radar, consisting of two synchronously operating radar units, was set up near the DLR research wind farm WiValdi in the district of Stade in Lower Saxony and has been delivering measurement data for the first time since the beginning of June.
The Dual Doppler Wind Radar measures the wind speed near Krummendeich in the district of Stade. (Courtesy: Fraunhofer)
SmartWind Technologies from Texas developed and built the system. As part of the “Wind farm RADAR” project, which is funded by the German Federal Ministry for Economic Affairs and Energy, the radar system is being scientifically validated for the first time by the Fraunhofer IWES in collaboration with ForWind – Carl von Ossietzky University of Oldenburg. The aim is to make this new technology for wind field measurements usable for the wind industry and to offer it as a service for planners and operators in the long term. “With our system, the wind industry can analyze wind fields in greater detail than ever before. This brings us a big step closer to achieving climate targets and an independent energy supply,” said Dr. Jan Diettrich, project manager of the Wind Farm RADAR project at Fraunhofer IWES.
Dual Doppler wind radar technology could provide crucial data for site assessment and optimization of wind farms. The radar system could be used both during the planning phase and parallel to the operation of existing wind farms.
The system measures wind conditions over an area of more than 1,000 square kilometers and provides a unique information base for wind farm operators, investors and planners. It records several million wind measurements every two minutes with a range of 35 kilometers and depths that reach through the rotor sweep upward into the lower atmosphere.
The wind radar system is based on the dual Doppler principle: two radar stations, each equipped with a four-meter radar dish, emit electromagnetic pulses that reflect off particles in the air.
The characteristics of the reflected energy from each radar are then subsequently analyzed and merged to determine the exact wind speed, in three dimensions over the entire area under investigation.
“The dual Doppler wind radar system marks a significant advance in wind energy research,” said Prof. Dr. Martin Kühn from ForWind – University of Oldenburg. “The project enables us to validate the measurement data and use the findings to create new possibilities for optimizing wind farms.”
Verosoft, a provider of enterprise asset management solutions, recently launched TAG Mobi EAM, a mobile-first EAM platform built to revolutionize how organizations in manufacturing, energy, and facility management modernize maintenance operations, strengthen workforce efficiency, and boost productivity.
Verosoft has launched TAG Mobi EAM, a mobile-first EAM platform built to revolutionize how organizations in manufacturing, energy, and facility management modernize maintenance operations. (Courtesy: Verosoft )
As global enterprises work to navigate multi-site production, maneuver supply chain disruptions, meet sustainability goals, and mitigate a shortage of skilled labor, TAG Mobi EAM delivers a cost-effective, mobile-first, and AI-powered alternative to traditional EAM systems.Embedded in Microsoft Dynamics 365 Business Central, TAG Mobi EAM empowers enterprises with faster deployment and lower total cost of operations, empowering enterprises to scale their asset operations without the complexity of legacy software.
“We wanted a fully mobile, AI-assisted EAM system to encourage user adoption,” said Alexis Turgeon, director of innovation at Verosoft. “The AI capabilities in the TAG Mobi EAM system are designed to support users throughout their digital transformation journey by training and assisting them as they learn. Looking ahead, we are well-positioned to train AI agents that will not only simplify EAM implementations but also help drive decisions based on equipment data.”
TAG Mobi EAM empowers teams to shift from reactive to preventive and predictive maintenance strategies, extending asset lifecycles and reducing downtime. By connecting TAG Mobi EAM and enterprise resource planning (ERP) environments, maintenance teams, finance, and operations can make smarter, faster decisions about equipment performance.
TAG Mobi EAM’s flexible and user-based experience ensures that technicians, supervisors, managers, and operations each see only the tools and information relevant to their responsibilities, improving focus and efficiency on the job.
With built-in AI-assistance tools, TAG Mobi EAM also accelerates user training and adoption by guiding individuals through real-time workflows, which is an essential advantage in industries where skilled labor is limited and productivity demands are high.
As businesses continue to invest in infrastructure modernization and sustainable operations, the need for reliable, flexible, and future-proof asset management is imperative in a data-driven economy. TAG Mobi EAM helps medium to enterprise businesses, from regional to global innovators, to navigate this ever-changing economic landscape.
With the launch of TAG Mobi EAM, Verosoft further solidifies its position as an innovation leader in the enterprise asset management and maintenance sector. By delivering a mobile-first, AI-powered solution fully embedded in Microsoft Dynamics 365 Business Central, TAG Mobi EAM offers a scalable option to businesses looking for simplicity of use and integration within the Microsoft ecosystem.
Firetrace International and FirePro Systems, two powerhouses in the field of fire suppression technology, recently announced a strategic partnership to launch FirePro’s innovative condensed aerosol fire suppression technology in the U.S.
The collaboration will bring together two Halma companies from the U.S. and Cyprus respectively, with more than 55 years of combined fire suppression expertise, and make FirePro solutions available to customers across the manufacturing, industrial and energy segments. It will also further enhance the Firetrace product portfolio, offering innovative, scalable, and environmentally responsible solutions for key applications.
Firetrace and FirePro Systems are teaming up to launch FirePro’s condensed aerosol fire suppression technology in the U.S. (Courtesy: Firetrace)
FirePro products are now available through select Firetrace distributors across the U.S. This includes the proprietary FirePro aerosol-forming compound. This non-pressurized, total-flooding aerosol fire suppression technology is already certified, listed and trusted globally in high-risk environments such as electrical rooms, power generation, marine engine compartments, and battery energy storage systems.
“With FirePro technology in our portfolio, we bring our customers another powerful tool to protect critical infrastructure,” said Tom Crane, president at Firetrace. “Its flexible installation, low maintenance needs, and environmentally responsible agent make it an ideal option for applications where clean agent systems may not be feasible or cost-effective.”
“We’re proud to partner with Firetrace to bring FirePro to the U.S. market,” said Avgoustinos Avgousti, managing director at FirePro. “This collaboration combines the deep market knowledge of Firetrace with FirePro’s proven aerosol technology, trusted in over 110 countries. Together, we’re expanding access to efficient, sustainable fire suppression for mission-critical environments across the United States.”
The addition of FirePro enhances Firetrace’s ability to engineer fire suppression systems tailored to each customer’s unique hazard profile. The new solution is particularly well-suited for settings where clean agent solutions are cost-prohibitive or impractical due to space constraints.
Ventyr, the offshore wind developer, has recently awarded to DNV, the independent energy expert and assurance provider, a contract for the Design Certification of the Sørlige Nordsjø II wind turbines and offshore substation — Norway’s first bottom-fixed offshore wind farm. Located in the southern North Sea near the maritime border with Denmark, Sørlige Nordsjø II is one of Norway’s flagship offshore wind areas. The development area spans approximately 520 square kilometers and is 200 kilometers from the from the Norwegian south-west coast.
Ventyr has awarded DNV a contract to certify the design of Norway’s first bottom-fixed offshore wind farm. (Courtesy: DNV)
“Sørlige Nordsjø II marks a historic step forward for Norway’s offshore wind ambitions, and we are proud to partner with DNV to ensure the project meets the highest standards from the outset,” says Wim Verrept, project director at Ventyr. “Robust certification is essential to delivering safe and sustainable offshore wind infrastructure, and DNV’s experience and technical rigor make them a natural partner for this landmark development.”
“We are very pleased to deliver certification services for this project which represents a key milestone in Norway’s offshore renewables ambition,” said Kim Sandgaard-Mørk, executive vice president for renewables certification at DNV. “DNV has been closely following the development of offshore wind in Norway and is actively supporting Norwegian authorities and regulators with technical insight and guidance based on decades of experience in certifying offshore wind projects globally.”
“Certification plays a vital role in ensuring the safety, quality, and reliability of offshore wind infrastructure,” said Anne Lene Haukanes Hopstad, principal engineer and project manager for the Sørlige Nordsjø II certification scope. “Our certification helps confirm that critical components — such as turbine foundations and substations — are designed to withstand the challenging conditions of the North Sea while meeting Norwegian regulatory requirements and international best practices.”