













New maintenance services and technologies are constantly being introduced into the wind industry, because a primary concern involves the longevity of towers and related component parts. One of the best ways to insure maximum service life, however, is to utilize the best parts available from the very beginning. This is especially true of the gears used to control yaw, pitch, and to outfit the gearbox.
Those manufactured by the Gould & Eberhardt line of gasher/hobbers have proven over the past 176 years to provide the quality, accuracy, and endurance required by this demanding application. Founded in 1833, Gould & Eberhardt grew into a huge company employing thousands of people, and it made significant contributions to the U.S. military during both world wars. It became one of the old-school, workhorse lines—including Fellows, Gleason, and Barber-Colman, among others—that still inspire reverence among gear-manufacturing professionals. When Rich Piselli—president of R.P. Machine Enterprises, Inc.—found himself with the opportunity to purchase G&E in 2005, he saw the chance to take a respected and well-established name and update it to meet contemporary demands. With years of experience in reconditioning, rebuilding, and retrofitting every type of gear-manufacturing machine available worldwide, he knew he was equipped to bring G&E back to life.
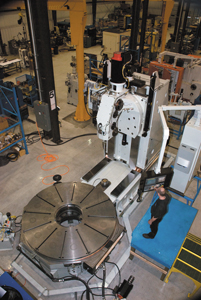
Long known as the go-to machine for hobbing and gashing large gears, he realized the updated line would have applications in markets such as mining, off-highway, pulp and paper, construction equipment, and especially wind energy. Armed with that knowledge he purchased the company, including its original design plans and forms, and set to work recreating the only American-made machines powerful and accurate enough to cut gears for wind turbines. The investment was substantial, and not only in terms of the original purchase of the G&E line, but also to support the engineering expertise required to update and improve the design. There was also the matter of building a facility in which this work could take place. Although he already had more than 160,000 square feet under roof on the company’s campus in Statesville, North Carolina, he realized that only a custom-designed structure would allow him to realize G&E’s full potential. This led to the construction of a 40,000 square-foot building with a 34-foot ceiling to house the two 20-ton overhead cranes that carry and position the massive parts that, combined, make up these tough, dependable, and versatile machines.
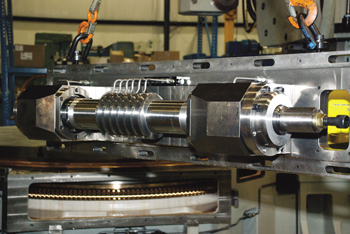
“These machines are driven by Fanuc controls,” Piselli says, “and in addition to incorporating all the latest technologies we made them stronger and more accurate by beefing up the base and column, which provides the extra rigidity required to cut more aggressively. That rigidity also contributes to the machine’s integrity, because it won’t shake itself apart like a VTL will when used for this purpose. That type of equipment might work for awhile, but they will eventually lose their rigidity, which will severely affect the precision of the part and reduce the machine’s service life.” As for versatility, the G&E machines can be purchased with one or two columns, with the dual-column option allowing gear manufacturers to avoid changeover times of up to two hours by keeping both the internal and external gasher heads mounted and ready to go to work at all times. The heads are interchangeable, as well, so they can be used on either column or exchanged on a single-column unit. High-speed gear gashing is made possible by large-diameter carbide inserted cutters, and powerful heads up to 100 HP have been supplied for internal and external gashing applications. Of the four gasher/hobber models (see sidebar), the 96GH, 120GH, and 160GH can be used to manufacture spur, helical, and worm gears, as well as special profiles on cylindrical parts. Standard equipment includes a Fanuc 18MIB control and gashing software, with software for hobbing available as an option. Machine design features are the base column, slideways, axis, worktable, standard guarding, hydraulics, and lubrication for both the machine and the cutter head/s.
The list of optional equipment is extensive, with items such as a heavy-duty extended diameter worktable top, rim support, storage stands for both external hob heads and internal gasher heads, and an auger chip removal system for the external head, in addition to chip conveyors. Also available are Vortec-chilled air for the cutter heads, through-the-spindle coolant, a cutter lifting device, chamferring equipment, and robotic gear-tooth induction heat-treat systems, among other options. G&E also manufactures worms and worm gears, with sets for the largest sized from 20” to 78” center distance, and up to 128” worm gear diameter. Full gear inspection is conducted on site. Touring the impressive facility reveals a well-run, coordinated operation, with specialized teams tending to the many different stages of manufacture. Potential customers are welcome, and existing clients often visit to see the machines they’ve purchased in operation. These visitors will see teams of workers lifting cutter heads into place on the columns, while others mount power panels and run the wiring. The company’s engineers are constantly climbing over the massive machines and peering into their inner workings, overseeing operations with the eye toward precision typical of their profession.
“We’re very transparent in terms of how we go about doing our work,” Piselli says, adding that lead times are generally 8-10 months. “That’s one of the reasons we invite our customers to come for a visit… we want them to see how carefully their machines are built.” The same is true of the rest of the company’s widespread operations, as well. Founded in 1995, R.P. Machine stocks an impressive inventory comprised of nearly every type and make of gear-manufacturing and related equipment imaginable. They are available as-is for spare parts, reconditioned to operating capacity, or remanufactured and retrofitted, in which the machines are updated with CNC controls and all of the latest available technologies. These services apply to any type of gear machine in existence, including older G&E models from 72” up to 240” diameter capacity. This remanufacturing program provides major improvements, with only the large, basic castings being reused—although they are completely remachined and equipped with hardened and group box-type ways. The tables are modified to feature a hyperbaric table, and newly designed slides, ball screws, lift cylinders, electronics, and heads are incorporated according to the customer’s specifications. The money that can be saved by choosing to pursue this option, no matter the type of machine or its make, is substantial, and a one-year warranty on all used equipment is standard. In addition to these activities and services, R.P. Machine also offers a line of vertical turning lathes (VTLs), drilling lathes, and CNC form dressers, made possible by its acquisition of Hoglund Technologies some years back. It has also recently acquired a wind component machine supplier, now renamed as PKM Systems, which is involved in machining blades for 1.5-2.5 megawatt turbines. And new projects are in the works, as well, with the company’s engineers currently designing a five-axis machine for manufacturing hubs for 1.5, 2.5, and 3.5 megawatt wind turbines.
“The way they’re made now involves many different setups,” he says, “and our new machine will eliminate that.” As for the company’s entry into the wind industry as a major OEM, Piselli says that “we’ve always seen ourselves as ‘the solutions company,’ so we want to be able to provide additional production opportunities for wind-energy manufacturers. As we continue expanding its capabilities, the G&E line provides just such an opportunity.”











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}