A recognized manufacturer of wind-power plants has chosen a vertical vacuum from SECO/Warwick designed to perform low-pressure carburizing for the large structural elements (gearboxes) used in wind-power plants.
The order combines the advantages of two technologies: atmospheric and vacuum processing. The furnace is designed for low-pressure carburizing oversized parts, made possible due to a very large, vertical heating chamber, while the furnace pit structure saves space in the production facility.
A recognized manufacturer of wind-power plants has chosen a vertical vacuum furnace from SECO/Warwick. (Courtesy: SECO/Warwick)
“The Pit-LPC technology is a modern alternative to atmosphere carburizing,” said Maciej Korecki, SECO/Warwick vice president. “Its main advantage is the ability to carry out efficient and effective carburizing in a much shorter time than in atmospheric furnaces. The vacuum processing solution provides more than twice the productivity, and consequently lower process costs and a quick investment return.
This technology increases the safety for users, because it does not involve explosive and flammable gases. LPC eliminates direct CO2 emissions from the carburizing atmosphere, and makes the solution ‘green.’ There is no doubt that the world is experiencing a climate crisis that requires decisive action. Renewable energy plays an important role in mitigating climate change. That is why it is important for us that we can support a partner who focuses on sustainable, renewable, and unlimited green energy.”
Maintaining the current pace of wind energy development will not be enough to meet the EU climate goals by 2030, a WindEurope report said. Despite this, wind energy is one of the fastest growing branches of renewable energy.
The wind energy sector is under pressure to reduce the cost of generating energy per megawatt hour. These expectations can be met by improving the turbine design to increase their operating parameters and reliability, while reducing maintenance costs.
“Wind turbine operators face the challenge of ensuring the reliability and full readiness of their equipment,” Korecki said. “Turbines experience difficult working conditions — at sea, in cold climates, or in isolated places — that can adversely affect their efficiency and reliability.
Therefore, it is extremely important that the parts used in their production are of the highest quality. Such quality is guaranteed by our vertical vacuum furnace. At the same time, we can reduce production costs while increasing quality. An additional advantage is the furnace’s energy savings, with this unique design provided by SECO/Warwick.”
Vestas has received a 423 MW order featuring 4-MW platform wind turbines to power an undisclosed wind farm in the U.S.
Vestas designs, manufactures, installs, and services onshore and offshore wind turbines. (Courtesy: Vestas)
The order includes supply, delivery, and commissioning of the turbines, as well as a 20-year Active Output Management 5000 (AOM 5000) service agreement, designed to ensure optimized performance of the asset.
Turbine delivery begins in 2024 with commissioning set for 2025.
Pemamek Ltd., a leading provider of welding and production automation solutions, recently launched a line of milling machinery. Designed to meet the needs of the wind-energy sector, this family of milling equipment offers advanced solutions for longitudinal, circumferential, and edge beveling processes.
Furthermore, these milling solutions are also suitable for the process industry, including pressure vessel manufacturing.
One of the main advancements is the high-tech Direct Drive spindle technology that Pemamek has incorporated into the system together with the German KESSLER. The servo-driven and backlash-free technology offers less vibration and more lifetime for milling inserts. Furthermore, as in each PEMA welding and production automation solution, the efficient control system and real-time process feedback become standard features.
“Several years ago, the advantages of direct drive machining technology were already demonstrated through initial machining operations using KESSLER’s torque motor technology,” said Esko Lätti, Product Manager at Pemamek.
“I am proud to have been involved in this journey, and I am thrilled to introduce the machinery featuring a torque motor, spindle shaft, bearings, and sensors, all integrated within the same compact and modular spindle unit, developed in collaboration with Pemamek and Kessler.” With the new milling technology, Pemamek continues to lead the industry in providing solutions for heavy-duty applications. By combining precision, efficiency, and providing reliability, Pemamek remains committed to driving progress in the heavy manufacturing industry.
Emerson, a global software and engineering leader, is helping process manufacturers improve performance and sustainability by breaking down the data silos that make it difficult to digitally transform their reliability and maintenance strategies.
AMS Device Manager Data Server securely extends intelligent field device data to outside systems to make it easier for reliability and maintenance teams to further capitalize on modern advanced analytics software, providing a step change in operational efficiency and smart manufacturing.
AMS Device Manager Data Server makes it easy to import critical instrument and valve data into common dashboarding tools and applications. (Courtesy: Emerson)
For decades, process manufacturers have relied on asset management software to carefully deploy and monitor plant production assets — such as measurement and analytical instrumentation, digital valve controllers, wireless gateways, and others — both within a single plant and across the enterprise. As plants have evolved, they’ve grown their technology stack to adopt a wide range of analytics, historians, machine learning, and advanced modeling to exploit and benefit from historically underused or inaccessible datasets from around the plant.
AMS Device Manager Data Server publishes intelligent field device data nearly instantaneously to industrial software analytics solutions already in use by customers, eliminating the need for complex custom data integration and manual workarounds that often cause delayed results and siloed data. This data is relayed via secure industry protocols.
“To accelerate sustainability and profitability, today’s manufacturers are transforming via analytics — seeking to aggregate disparate, underused data, and further exploit it for positive business impact around the organization,” said Erik Lindhjem, vice president of Emerson’s reliability solutions business.
“AMS Device Manager Data Server makes intelligent field device information such as configuration parameters, alerts, calibration data, and others available in near real-time for advanced use in other software and applications our customers already use.”
AMS Device Manager Data Server makes it easy to import critical instrument and valve data into common dashboarding tools and applications such as Microsoft PowerBI and Emerson software tools such as the Plantweb Optics platform, Plantweb Insight, Aspen MTell® and AspenTech Inmation™, plant historians, and others.
Global technology and software leader Emerson will bring together customers, experts, and automation industry leaders for a three-day, process automation experience as part of the first Emerson Exchange Immerse.
Emerson Exchange Immerse registration is now open, bringing together customers, experts and automation industry leaders for a new software-focused automation conference October 3-5. (Courtesy: Emerson)
The conference will be October 3-5 at the Anaheim Convention Center in Anaheim, California. As an extension of the comprehensive Emerson Exchange events held globally, Emerson Exchange Immerse will enable users to more directly focus on process automation systems, solutions, and software including technologies from DeltaV™, Ovation™, AMS, Guardian™ and AspenTech. Registration is now open for Emerson customers. Early bird registration ends August 31.
Emerson Exchange Immerse attendees will engage with their peers, broaden their knowledge base, and gain insight from industry leaders. Users will learn the latest technology advancements, implementation successes, and proven project solutions being used throughout process automation. Topics will span a wide range of industries including energy, life sciences, chemical, refining, food and beverage, power generation, renewables, hydrogen, biomass, water and mining industries.
“One of the best ways our users, and even our own Emerson experts, learn about new process automation strategies and technologies is from hearing each other’s stories,” said Nathan Pettus, president of Emerson’s process systems and solutions business. “At Emerson Exchange Immerse, attendees will not only hear those stories in user presentations but will be able to dig deeper with our hands-on technology exhibits and in our many networking events.”
Emerson Exchange Immerse will feature more than 200 sessions — more than half of which will be presented by users — as well as technology exhibits and educational courses. In addition, forums led by industry experts and Emerson executives will explore how advanced automation software from Emerson is helping companies make measurable progress toward operational excellence and sustainability goals.
Emerson will also host an Exchange user conference for customers in Europe, the Middle East, and Africa in Dusseldorf, Germany, February 27-29, 2024.
Denmark’s Dansk Gummi Industri has developed a tip protector to protect wind-turbine blade tips during transport and storage.
PRO-PAD TIP 1 will meet safety requirements for people near the blade, as well as transporting the blade. (Courtesy: Dansk Gummi Industri)
PRO-PAD® TIP 1™ will provide for a high friction to the blade interface. Dansk Gummi supplies the product with straps for fastening. The protector is a flexible solution with a high wear resistance and it fits all blade sizes, both on- and offshore.
“With PRO-PAD TIP 1 we have developed a very flexible solution that will meet the requirements of our customers in terms of increased visibility and protection,” said Design Manager Carsten Sommer. “It fits all blade sizes, which is a great advantage as the blades become larger and larger.”
Manufacturing costs and logistics are two challenges to rapidly integrating more renewable energy into the U.S. power system. This is especially true for tall land-based wind turbines, but Colorado-based Keystone Tower Systems is changing how wind turbines can be manufactured, transported, and installed.
Taller land-based wind turbines harness and generate more power than shorter ones, because they can access faster wind speeds at greater heights. But larger wind turbines are harder to construct and require more steel to build. They’re also difficult and costly to transport from the manufacturing plant to the wind farm, because the tower is often too large to fit under highway overpasses or across bridges.
The technique requires only one machine to construct a tower section, and it can produce towers up to twice as tall and 10 times faster than conventional towers. (Courtesy: Keystone Tower Systems)
DOE Assistance
With more than $7 million from the U.S. Department of Energy (DOE), Keystone Tower Systems has developed a solution: a spiral-welding technique, borrowed from the steel-pipeline industry, to build some of the largest turbine towers on the market. Spiral welding is when the steel used to make the tower is curled into a cylinder; essentially, these towers are built from meters-wide steel plates.
The technique requires only one machine to construct a tower section, and it can produce towers up to twice as tall and 10 times faster than conventional towers. These towers are produced using less steel, so they could be more affordable than conventional towers, too. They can even be manufactured on site at the wind farm, eliminating transportation issues.
Keystone’s cofounder and CEO Eric Smith, an expert in machine design and the wind industry, and his 75 staff members built Keystone’s first spiral-welded tower for a 2.98-MW GE wind turbine. This is the first spiral-welded wind tower in commercial use, representing a significant advancement in overcoming key obstacles to bringing affordable wind energy to more locations throughout the United States.
Multi-year Collaboration
The installation was the result of a multi-year collaboration between Keystone and GE to design and produce spiral-welded towers for GE wind turbines.
The tower was manufactured at Keystone’s factory in Pampa, Texas, in the Texas Panhandle. The brownfield factory was built at an idled facility that formerly made drilling equipment for the oil-and-gas industry and will ultimately bring back nearly 200 manufacturing jobs to the region. When at full capacity, the factory will be capable of producing about 1 GW of towers per year. This increase in domestic manufacturing capacity is coming online at a critical time with a significant expansion in need for wind-turbine components driven by the passage of the Inflation Reduction Act.
Keystone’s tapered spiral welding process brings the speed, quality, and consistency of automated manufacturing to wind-tower manufacturing. Keystone designs and builds its own custom spiral welding manufacturing equipment. The manufacturing process is designed to use coil steel, enabling a new segment of highly efficient domestic steel mills to supply into the wind industry.
Before the Keystone team could even dream of building tall wind-turbine towers, they successfully competed for funding through the Small Business Innovation Research program. From 2012 to 2019, they were awarded $3.7 million to design the manufacturing process and show the company’s potential for cost-effective expansion.
Then, in 2019, DOE’s Wind Energy Technologies Office awarded Keystone $5 million to demonstrate its 160-meter spiral-welded tall wind-turbine tower. Keystone worked with wind-turbine manufacturing partners to design a commercial-scale tower ready for installation. Smith said it hasn’t been easy being a small business in the wind industry.
“There’s no way to be competitive unless your business is super large, so it’s difficult to start from nothing, which is why support from DOE has been integral,” he said
These towers are produced using less steel, which can make them more affordable than conventional towers. (Courtesy: Keystone Tower Systems)
Production Ramping Up
Keystone is now ramping up production of spiral welded towers, with additional deliveries scheduled for the first quarter of 2023. The first product is an 89-meter-tall spiral welded tower for the GE 2.8-127 turbine, designed to be used interchangeably with GE’s conventional 89-meter-tall tower. The spiral tower received a component certification from TÜV NORD for a 40-year lifetime. Keystone and GE have also collaborated on a tower design for the GE’s 3-MW turbine platform and have signed a multi-year supply agreement for spiral towers from Keystone’s Pampa factory.
“This is the culmination of a dream we had to bring advanced manufacturing to the tower industry to help drive down the cost of wind energy and expand where wind is competitive into new regions,” Smith said. “I’m very proud of the years of hard work our team has invested in developing and scaling up tapered spiral welding.”
Keystone Tower Systems is just one example of the importance of funding innovative small businesses as the nation transitions to a clean-energy economy.
“This collaboration with Keystone is an example of GE’s commitment to working with partners to bring new and innovative technology to the wind industry and advance domestic manufacturing,” said Vic Abate, GE Renewable Energy’s CEO, Onshore Wind. “We are delighted to be a part of this exciting opportunity for our workhorse products, with the goal of providing affordable, sustainable renewable energy to our customers and helping to deliver on the energy transition.”
Semco Maritime has been awarded a five-year contract for the provisioning of field support personnel for core crew and campaign positions from TotalEnergies Denmark on behalf of the Danish Underground Consortium. The contract covers offshore positions for production operators, permit coordinator assistants, HSE supervisors and laboratory technicians.
Semco Maritime has a track record of efficiently mobilizing and providing complex projects and personnel for offshore energy projects with an uncompromising focus on safety (Courtesy: Semco Maritime)
Semco Maritime has a track record of efficiently mobilizing and providing complex projects and personnel for offshore energy projects with an uncompromising focus on safety. The group has established a deep understanding of the Danish rules and regulations as well as the specific needs of TotalEnergies through a long-term partnership, and Semco Maritime’s resource pool consists of a large number of handpicked skilled workers with first-hand experience working offshore on rigs and platforms. The unparalleled understanding of local conditions and the long-term working relations between the parties provide significant added value and ensure tangible synergies in this contract.
“We greatly appreciate the vote of confidence from TotalEnergies in Semco Maritime with this order for the provisioning of production personnel to take part in the continued operations of Danish Underground Consortium’s offshore installations for the coming five years,” said Anders Benfeldt, Senior Vice President, Oil & Gas, Semco Maritime. “It is a key order for Semco Maritime, and we look forward to continuing and expanding the cooperation with TotalEnergies.”
The contract builds on years of constructive cooperation with TotalEnergies including another five-year manpower and construction service contract entered into in November 2022 and the ongoing redevelopment of the Tyra field.
The wood technology company Modvion is building a 105-meter wind-turbine tower made of wood, the tallest of its kind, in Sweden. The tower will be the company’s first commercial installation and is being built for the energy company Varberg Energi, in the municipality of Skara in Sweden.
“This is the start of a new green industry; by using Nordic raw materials and Swedish technology, we can enable climate-neutral wind power for a growing global market,” said Otto Lundman, Modvion CEO.
The wood technology company Modvion is building a 105-meter wind-turbine tower made of wood, the tallest of its kind, in Sweden. (Courtesy: Modvion)
A 2-MW turbine will be mounted on the tower, produced by Vestas, the Danish wind turbine manufacturer, a shareholder in Modvion since 2021. Including the blades, the total height of the wind turbine will be 150 meters. This is the first time that Modvion’s tower technology will be paired with a turbine from Vestas. The wind-turbine tower is planned to be in operation before the end of 2023.
The last wooden modules — made from laminated veneer lumber (LVL) — are being manufactured in Modvion’s factory in Gothenburg, which was inaugurated last year. The modules are assembled four-by-four at the construction site into seven sections that will make up the finished tower. Work on site began earlier this year with the laying of the foundation and now modules are transported to site where section assembly has begun.
“We’re excited to see this project become a reality,” said Todd O’Neill, CEO at Vestas Ventures. “We will support Modvion’s strategy to scale up and work with them to deliver wooden towers as an offering to the growing wind turbine market.”
The tower is the component that usually emits the most carbon. By switching to a wooden tower, carbon emissions are reduced dramatically during manufacturing while the material itself stores carbon. The result is a carbon negative component, storing more CO2 than is emitted during production.
The laminated wood the modules are made from has a better strength-to-weight ratio than the types of steel used for wind-turbine towers, enabling lighter towers. The patented modular design allows for simple transportation on standard roads, without the need for lengthy permit procedures. The technology enables cost-effective and tall towers compared to traditional steel towers. “Wood enables building higher towers at a lower cost, which makes wind power more efficient since winds are stronger and more stable higher up,” Lundman said. “That gives you more electricity from each permit to build wind turbines.”
My role at K2 is to lead our business units: analysis and due diligence. What we do on the analysis side is focus on yield and performance forecasting and performance analysis for both pre-construction and operational renewable-energy projects. And for K2, that means offshore wind, onshore wind, and solar, predominantly. We develop our own software and tool sets, etc., to actually undertake those analyses for future and existing projects.
On the due diligence side, we have two main areas of focus: One is the acquisition due diligence, where we’re working in M&A processes as a technical adviser, predominantly working on the buy side, supporting potential bidders and potential investors into projects.
On the lenders technical advisory side, we’re working with prospective lenders, export credit agencies, etc., who are expecting to finance renewable energy projects. Most of our work in that space is in offshore wind, but we also do a fair amount of onshore and solar work there as well. My role is to lead that department of roughly 40 people located in various locations around the world. We have one or two in North America; the bulk is in Europe, but we also have a growing team in the Asia Pacific area as well.
What does K2M do for offshore wind, particularly in the U.S.?
Within my business unit of due-diligence analysis, there are two further business units: projects and consultancy. Across those we provide relatively holistic technical services for the development, construction, and operation of renewable-energy projects.
In the U.S., our work so far has been mostly focused on our project management and engineering services, where we’re appointed by clients to come on board and assist them in the development and construction of offshore wind farms. The most predominant position we have is on the U.S. Wind MarWin Project, where we’ve gotten a fairly full owners engineer scope, and we’re taking on some fairly significant presence within the package management, managing some of the engineering services, and also some of the procurement activities. We also have our origination, which is somewhat unique to the U.S. market. We have an origination service where we’re actually out looking for potential development sites and working with clients to actually do the very early stages of project development.
What do you feel is the status of offshore in the U.S. so far?
The U.S. market, as seen from the U.K. — we’ve been somewhat an observer of the U.S. market over the last few years — we’ve seen it have some fits and starts, and perhaps even some false starts in the early days. There’s clearly, at the moment, a lot of international interest in developing the projects. The momentum is probably higher than we’ve ever seen, and the regulatory environment is maturing. Project leaders now understand the process of actually developing the project through the regulations — things like the Inflation Reduction Act, etc. At a very high level there are positive moves from government and policymakers to encourage more projects.
There are a lot of new projects being fed into the system, and not quite so many projects exiting the system, if you like, that are actually becoming constructed and operational. The elements that are still challenging are probably grid connections, interconnections, and also supply chain issues. There are still a few question marks about how we really deploy offshore wind at scale in the U.S. Obviously, it’s a relatively protectionist market for good reasons, and there’s a lot of focus on developing the domestic supply chain, but that takes time. It’s also a little bit chicken and egg. There need to be projects ordering equipment for suppliers to make investments, and suppliers are reticent to make those commitments before the capability is there.
It’s a similar issue that we see in Europe, and I do think the U.S. can benefit from the pace and the maturity of development that has been achieved in Europe over the last 20 years. I don’t think the U.S. needs to go through that entire cycle. I think it will be a faster development process to get to bigger projects.
What is the lender’s technical advisory (LTA) process, and what is its role in offshore wind development?
This is something that is a key part of my department’s operations. Essentially, what we’re doing is we’re advising lenders on the risks of lending to offshore wind projects. The process is relatively straightforward at a high level. We essentially will join the project early on in the development phase, and we will conduct what we call a bankability review, where we’re working almost bilaterally with the project. There are no lenders involved at this stage. There may be the financial adviser, but more or less, we’re giving the project our early opinion on the likely development risks and technical risks that the project should be aware of.
And then, there’s a process of the project assessing our conclusions and taking some action, so we’ll do a more detailed due diligence review of the project, and that essentially produces our main output, if you like, which is the LTA report, provided to lenders at bank launch. Bank launch is essentially the formal start of the financing process. It’s when lenders are alerted to the opportunity, and they receive the materials and start to conduct their assessment of the opportunity. And at that point, we shift our focus a little bit. Rather than working closely with the client, we then flip over to become the lender’s adviser. They’ll ask us questions, and we’ll discuss with them on the risks and potential mitigations that we’ve identified and the overall prospect.
Through that process, we then hope to reach financial close when lenders are mandated and the financing terms are agreed to. At that point, the project can achieve financial close, and we move into the construction phase.
That process can take anywhere between one and three years. Obviously, depending on the market, depending on the complexity of the project, and depending on the number of lenders and ECAs involved, etc., that can shorten or lengthen that process. But more or less, that’s what we work through. We’re typically engaged for the construction phase and sometimes the whole debt term to provide construction and operations monitoring as well, so lenders continue to be aware of what’s going on in the project.
In the U.K., for example, the debt term on the project financing is typically pegged to the CFD term, which is 15 years, so we could be involved in the project for 20 years, all told, from the pre-financial close phase through construction, and then the 15 years of operation. We have quite long-term engagements, but the monitoring phases tend to be lower effort. We’ve got a number of those projects ongoing in the background. The pre-financial close phase is much more intensive. We try to only be doing a couple of those at a time from a resource perspective.
Can you talk about any of the projects that you’re involved with?
I suppose our experience really started maybe five or six years ago in the U.K. where we’ve acted on Moray East, Triton Knoll, and then subsequently, Dogger Bank A, B, and C, where we’ve acted as lenders adviser. We’ve also worked in Germany on the Kaskasi and Hohe See projects, although neither of those actually ultimately were financed. The projects decided to fund those off balance sheet, but at least we undertook most of the majority of our role.
We recently began expanding into APAC. We’ve got a mandate at the moment in Poland on a Baltic Power project, which we’re hoping will achieve financial close within the next few months. And then with Hai Long in Taiwan, we’re very close to financial close on that project as well.
We’re following the main markets that K2 as a whole is involved with. We haven’t been appointed on a U.S. project yet, but we’re hoping to break into that market from an LTA perspective. We have a lot of experience from our owners’ engineering and project management side. So, there are a few incumbents in the market in the U.S. who are sweeping things up for now, but we hope to break in at some point.
What are some of the necessary steps to complete before any construction can begin?
One of our differentiators is we try to take a very pragmatic view of the interface between the project development cycle and the financing process, because every project is different, and we try to make sure we tailor the process to the projects. That said, there are a few prerequisites that we would expect to be achieved before the financing can be concluded.
We’d expect the engineering of the project to be at a reasonable level of maturity, so perhaps the detailed design is not fully complete, but the design and the foundations, electrical system, etc., should be pretty mature. On the turbine selection, we’d expect that during the turbine certification process, the turbines have at least achieved a provisional type certificate and are on track to achieve their full type certificate within the expected timeframe, and there are appropriate commercial protections for that within the TSA.
And to talk about the contracts, at the point of financial close, all the big ticket, main supply contracts need to be at a position that they can be executed or virtually executed at the point of financial close. At that point, we typically see the main contract signed, and the full construction phase can then start. Some of the more operational contracts we’re maybe a little less sensitive about, like the operations and maintenance agreements, asset management agreements, etc., can maybe be a little bit less mature, but at least we should have a pretty clear picture of what those contracts are going to contain.
Most offshore focus is on the East Coast. Do you see West Coast wind projects ramping up any time in the future?
I suppose there are a few places around the world that are particularly suited to fixed-bottom offshore wind. I think the North Sea is a good example, so is the East Coast of the U.S., where there’s relatively shallow water and relatively benign climactic conditions — not withstanding various hurricanes and things. They’re at least predictable. Those are the places that have obviously been more quickly developed.
Places like Japan, places like the West Coast of the U.S. where there isn’t this expansive shallow water and we go into deep oceanic water relatively quickly, that will require floating technology to develop.
We certainly see a lot of pace in the development of floating technology. I think it’s still significantly behind fixed-bottom, maybe not so much in the fundamental technology, but around the understanding strategy about how to effectively operate the projects. There are still quite a few question marks about how to optimize the operations and probably construction as well. Those things still need to be worked through.
But that said, there are a lot of projects in development. I think our view, coming back to the LTA point, is that the projects are fundamentally bankable. We’re mandated on a project in South Korea, which will be a pretty large floating offshore wind project, which should be constructed toward the end of the 2020s. We’re going full ahead with the financing process of that project, and there are others in the pipeline as well.
So, I fully expect floating offshore wind will become a viable technology. I suppose I’m less sure of whether it will become competitive with fixed-bottom offshore wind. I think there are competing opinions on that, but at least it’s an appropriate generation technology in locations where other options don’t exist. There’s certainly a space for floating offshore wind in the marketplace.
In terms of accessing deep water, it stands to reason that the further offshore you go, typically the higher and better the wind resources, so you’re accessing this better wind resource. Obviously, there are some questions about accessibility and how you actually get the power to shore, but those things are in the works. But fixed-bottom technology exists; it’s ready to deploy, and there’s still an awful lot of seabed that could be developed with fixed-bottom. So, I expect we’ll see them running in parallel. I expect fixed-bottom will remain ahead of floating for quite some time, but I think floating is definitely a serious prospect.
Anything else you’d like to mention that we didn’t discuss?
With our K2 team, we pride ourselves and we focus on adapting our processes to a project’s requirements and not being too formulaic and too fixed on our view of what’s bankable and what’s not bankable. We’ve found that we’ve had to be quite flexible and adaptable in considering new technologies and new approaches that projects require to be economic but that lenders might see as slightly risky. Bridging that gap is something that we feel pretty experienced in. To put that in U.S. context, we’re very interested to bring that experience to the U.S. market. We have some familiarity with the regulatory landscape, and the roots to market, and how that is a bit different in the U.S. than it might be in the U.K. or Germany or Taiwan, so we think we’re in a strong position to bring that expertise as these projects get deployed.
North Star’s second hybrid-propulsion service operation vessels (SOVs) are set to be mobilized three months earlier than planned to support SSE Renewables with a new scope of work at the Dogger Bank Wind Farm.
The firm’s first of its new offshore wind fleet, the Grampian Tyne, was blessed in June at an event held at the Dogger Bank O&M base in Port of Tyne. The second SOV, the Grampian Derwent, a larger ship with increased accommodation capacity and helideck, has recently been delivered to North Star in Vietnam.
When complete in 2026, the Dogger Bank Wind Farm will be the world’s largest offshore wind farm. (Courtesy: North Star Shipping)
The new award with SSE Renewables will see the U.K.’s leading infrastructure vessel support firm aiding the construction and commissioning stage at the initial phase of the wind farm’s development, located 130 kilometers off the east Yorkshire coast. This will allow the ships to then dovetail straight into their scheduled long-term charters to carry out operations and maintenance (O&M) related in field vessel activities for the development partners.
The wind farm is a joint venture between SSE Renewables (40%), Equinor (40%) and Vårgrønn (20%), North Star has a proven track record of successfully building multiple vessels simultaneously on time and on budget. The 135-year-old business also has a robust 127 million pound finance package in place to fund its Dogger Bank SOV fleet newbuild program, which will result in four of its hybrid-electric ships being operational in field by 2026, each on a 10-year minimum term charter agreement.
“Winning this new scope of work at Dogger Bank — our first in construction and commissioning — is part of our focus to be a true value add service partner,” said Michael Gordon, North Star commercial director. “We are extremely proud to be recognized as a dependable operator delivering these vessels to the project ahead of schedule during a market, which is finding significant supply chain issues cascading throughout the SOV sector. Achieving this is testament to the hard work and dedication of our 130-strong shoreside team and carefully selected shipyard.”
“We believe we are leading the way in delivering ships without any delays to add further operational excellence and efficiencies to our clients,” he said. “We have a tried and tested newbuild strategy in place through which we are delivering not only a leading vessel design, but a fully qualified complement of experienced crew to deliver the service we pride ourselves in.”
North Star employs about 1,300 people out of its facilities in Aberdeen, Newcastle, and Lowestoft, and has unrivaled marine expertize in the North Sea. Its high performance, sustainable SOV design supports net-zero goals. These ships provide hotel-quality accommodation to offshore wind-turbine technicians and a centralized logistics hub in field. It is also configured to handle cargo and act as a warehouse.
The Grampian Derwent is a larger iteration of the three other VARD designed newbuilds secured as part of the biggest SOV contract ever awarded in the U.K. This second ship boasts an increased warehouse capacity and ability to accommodate 50 client technicians compared to 40 personnel on the other fleet tonnage. The vessel is also equipped with a 17 meter helideck and larger 5Te capacity 3D crane for offshore lifting. The digital suite of tools and North Star’s Decision Support Software will also be used to provide feedback and learnings to the project with regards to operational tracking, KPI’s and improving emissions.
North Star has also begun work on the construction of its first two commissioning SOVs, after awarding the contract to VARD in Norway in May. This will see the two firms collaborate on up to four of its uniquely designed ships specifically tailored for this growth market.
Whether an offshore wind-farm site is being considered for construction or a site is in full operation generating power, the need to monitor and collect data is crucial.
Specialized sail-powered drones designed and operated by Saildrone are turning that data collection task into a useful tool for gathering that information more safely, economically, and now even ecologically.
“Our saildrones can stay out for extended periods of time, and they are primarily propelled by the wind and powered by solar energy,” said Dave Jones, Saildrone’s bathymetry account manager and expert on offshore wind. “The operation of our vehicles is very much in line with the objectives of renewable energy in general, and that is to have a low carbon impact throughout the entire supply chain.”
At 33 feet, the Saildrone Voyager is designed specifically for ocean mapping and maritime security missions. It began sea trials in 2022 and operational missions began in Spring 2023. Orange vehicles are equipped for ocean mapping. (Courtesy: Saildrone)
Sustainable data collection
The concept behind Saildrone’s USVs avoids the use of a conventional vessel with a crew on the water with a huge carbon footprint burning thousands of gallons of diesel a day, according to Jones.
“We can do that in a much more sustainable manner with people doing things remotely and not actually out on the water,” he said. “As a result of that, the saildrones can stay out for much longer periods of time without having to return to port.”
Saildrone is involved in many aspects of ocean data collection, but for wind energy, the company’s autonomous vehicles can be used for surveys done prior to wind-farm construction to characterize the wind environment in a potential lease area, according to Jones.
“There are surveys that have to be done of the sea floor,” he said. “The sea floor has to be characterized. If it’s fixed bottom wind where the turbines are anchored into the sea floor, there has to be a lot of information known about the topology of the sea floor and the sub-sea floor structure and also the habitat characterization. We have to know what marine animals live down there and whether or not there’s going to be an impact to them. And also, there’s another component that happens above the water and that’s characterizing the environment.”
Wind-farm investors need to know wind speeds in the area and if they’re going to be sufficient enough to generate the power necessary for the enormous expense of their investment, according to Jones. Lidar is employed for a year that profiles the wind up to hub height. The year-long average of that wind can confirm the viability of a wind farm in that area. Saildrone’s vehicles can be used to collect that important data.
Currently, Saildrone has three platform sizes: the 23-foot Explorer, the 33-foot Voyager, and the 65-foot Surveyor. Jones pointed out all three platforms have various capabilities based on their size.
The concept behind Saildrone’s USVs avoids the use of a conventional vessel with a crew on the water with a huge carbon footprint burning thousands of gallons of diesel a day. (Courtesy: Saildrone)
Company Initiatives
With its autonomous vehicles, Saildrone is able to focus on three main areas: maritime domain awareness, ocean data collection, and ocean mapping.
Maritime domain awareness involves security and defense, according to Jones. It also involves monitoring for illegal fishing, counter drug operations, and human trafficking.
“Our saildrones are basically the eyes and ears on the water to give government agencies and others the ability to keep an eye on remote areas of the ocean where it’s prohibitively expensive to do so with aircraft and conventional ships,” he said. Ocean data collection takes in a myriad of information including oceanographic data and acoustic data, while Saildrone’s third area of expertise involves ocean mapping, which characterizes the sea floor with sonar sensors, according to Jones.
“Offshore wind really transcends all three of those verticals,” he said. “It’s sort of a unique market in that it doesn’t fit any one particular of our business verticals, so it requires expertise and resources from all three areas.”
Offshore wind is going to be an important venture for Saildrone, but it is not the company’s only one, as its three-tiered business model suggests, according to Jones.
“Our vision is for a healthy ocean and a safe, sustainable planet, and what we provide in a carbon-neutral manner has a tremendous impact on humanity,” he said. “Offshore wind is just one of the markets that we focus on, and it’s a big one, but it’s not the only one. We collect a lot of climate data for research purposes and also for hurricane forecasting, for example. There are a wide variety of markets that we service.”
Client Collaboration
Data collection involves a lot of moving parts, both physically and metaphorically, so, to that end, Saildrone is always in search of new methods and techniques to apply its technology, according to Jones.
With its autonomous vehicles, Saildrone is able to focus on three main areas: maritime domain awareness, ocean data collection, and ocean mapping. Gray vehicles are equipped for MDA/ISR missions. (Courtesy: Saildrone)
“Most of the people who work for the company are engineers — hardware, mechanical, electrical — and they come from different backgrounds — Silicon Valley, Tesla, Google, SpaceX, etc.,” he said. “A lot of what we do is we learn from our customers, and we evolve and add new sensors and change the way we do things to adapt to the market. The Lidar that I mentioned earlier used to characterize the wind farms, that’s something that we have done and are in the process of implementing because we realized that it was needed, and there’s a market for it. We listen to the customers in our market and adapt new technologies and new sensors to meet their needs.”
In keeping with that need to adapt and evolve, Saildrone recently launched Voyager, a mid-sized vehicle that will be used to support offshore wind and capable of doing mid-water multi-beam surveys, according to Jones.
“What that means is up to about 300 meters of depth,” he said. “We’re also in the process of integrating a new sonar that will allow us to go deeper. Floating wind has a practical limit of about 1,000 meters of depth, and that’s primarily because of the mooring system. The chain and other things get too heavy beyond about 1,000 meters of length. We’re in the process of integrating a sonar that will allow us to go deeper with the Voyager vehicle to support floating wind, which really is the future of offshore wind.”For the U.S., floating wind will be needed on the West Coast where the shape and characteristics of the coast cause it to get deep very quickly, and on the East Coast, there are plans to implement floating farms beyond the continental shelf, according to Jones.
“That’s some years off, but they do plan on implementing that, but in other places in the world, floating is more common, but it’s still somewhat in its infancy globally,” he said.
Born from a speed record
While offshore wind is expected to be a big part of Saildrone’s business, it has taken 20 years of expertise among various ocean-based projects to build a reputation of excellence, according to Jones.
What eventually became Saildrone began when company founder and CEO Richard Jenkins set out to break a land-speed record in a wind-powered land yacht. It took 10 years with limited resources to perfect his vehicle to break the record, but when he did, he began looking into ways to apply his new-found technology in the commercial world. He found he could apply it to a drone vehicle on the water with a “wing” used to propel the vehicle, much like an airplane wing.
“Over the last 10 years, we’ve been perfecting that, and then, over about four years, we started building larger vehicles,” he said.
And those vehicles are proving to be advantageous to traditional methods in a multitude of ways, according to Jones.
A Saildrone USV under construction. (Courtesy: Saildrone)
During the COVID-19 pandemic, NOAA was unable to go to sea and do their fisheries surveys on the West Coast because crews could not get to the vessels. People were quarantined, and it was too prohibitive. Jones said Saildrone was able to launch vehicles from San Francisco Bay, conduct fishery surveys, and still allow the fishermen to harvest their fish with an actual increase in their catch limit. The reason for the increase? Because Saildrone’s vehicles were so quiet that they didn’t scare away the fish being surveyed where a traditional vessel’s surveys would be biased by its own noise, chasing away the fish they’re actually trying to quantify.
Saildrone’s USVs have also been instrumental in tracking and gathering hurricane data for NOAA as well, according to Jones.
“2023 will be the third year that we’ve been able to put Explorer vehicles, specially outfitted with a shorter sail, into actual hurricanes to measure the air-sea interaction and collect data to help them understand how these storms intensify,” he said. “NOAA does a pretty good job of track forecasting, but intensity is something that has been challenging for them. We saw that with Katrina. We saw that with many others where they get close to shore and they intensify rapidly and unexpectedly. Folks that made decisions on evacuating based on a forecast are all of a sudden faced with a storm that’s quite a bit more intense than they thought.”
Saildrone’s USVs have been put in the middle of Category 4 hurricanes and have collected data that NOAA has never been able to collect before, according to Jones.
“They have aircraft that go into the storms and they have dropsondes and buoys and different things, but there’s data that we collected that allowed them to measure certain things like salinity that have an effect on sea-surface temperature,” he said. “It’s warmer than they thought, so it gives fuel to the hurricanes, and it might explain some of the rapid intensification that they see. They’ve been able to consider things that they previously could now prior to the data that we collected for them.”
Continued Growth
Saildrone has been quite busy over the last decade proving itself across a wide range of data-collection duties quintessential to all aspects of ocean-related monitoring, but Jones said Saildrone is far from being satisfied.
“Our vision and our goal for offshore wind is to be part of the entire life cycle of the wind farm,” he said.
That includes the four years it takes for the pre-construction survey and monitoring phase and the environmental assessment to construction, and finally the 25-year period where the wind farm operates and generates electricity, according to Jones.
“We anticipate that our vehicles will be part of that entire life cycle,” he said. “During the operation and maintenance phase of the wind farm, we plan on being resident in the field and collecting data about the condition of the export cables and the foundations of the turbines, and also just the general security of the turbines themselves.
Do you have trespassers coming on board and climbing the structures when they’re not supposed to? Things like that. We can keep an eye on everything that’s going on and then let the operators know when it’s time to send a vessel with a crew on it to do repairs or something else that actually needs people.”
And the best part is Saildrone can fulfill those tasks while keeping everything green from start to finish, according to Jones.
“We like to be a part of the ecosystem of developing and operating the wind farm with a low carbon footprint,” he said. “And that’s the philosophy of the company.”
The Business Network for Offshore Wind, the organization working to accelerate offshore wind energy deployment and build a dedicated domestic supply chain, recently celebrated the decision that clears the way for construction of the Ocean Wind 1 Project off New Jersey’s coast.
New Jersey has reached an agreement for Ocean Wind to deliver 1.1 GW of offshore wind generation. (Courtesy: Business Network for Offshore Wind)
The Bureau of Ocean Energy Management issued a record of decision that finalizes the environmental review process. New Jersey has already reached an agreement for Ocean Wind to deliver 1.1 GW of offshore wind generation, and the project is expected to begin operation in late 2024 or early 2025.
Only two other projects — Vineyard Wind and South Fork Wind — have received RODs for their projects, and both recently achieved steel in the water with the installation of their first monopile business. Behind the Ocean Wind 1 project is pipeline of seven more offshore wind projects, representing approximately 14 GW of offshore wind generation, awaiting final environmental review.
“Momentum is building in the U.S. offshore wind industry with two wind farms in the water and the next projects receiving approval to begin construction,” said Liz Burdock, Business Network for Offshore Wind’s CEO and founder. “Alongside this progress, the U.S. supply chain is coming to life as factory workers in Paulsboro, New Jersey, fabricators in Baltimore, Maryland, and construction workers at New Jersey’s wind port are manufacturing Ocean Wind 1’s turbine components and ports.
The Department of Interior and BOEM are ensuring environmentally-responsible advancement of offshore wind projects that create jobs and enable New Jersey as well as the nation to remain energy independent with clean, reliable, and affordable electricity.”
Denmark’s SCADA International is to deliver its OneView® Energy Control Unit (ECU) as a master power plant controller to play a crucial role in achieving the goals of the Thor Offshore Wind Farm project. Thor, set to become Denmark’s largest offshore wind farm, is a key component of the country’s 2018 Energy Agreement, aiming to boost renewable energy production and reduce carbon emissions.
The Danish software and hardware provider will provide a control concept that will reduce the complexity and ensure efficient power delivery at Thor’s onshore point of interconnection.
Thomas Bagger, CEO at SCADA International, has expressed enthusiasm about joining the new project 22 kilometers off the coast of Thorsminde on the west coast of Jutland.
“We are proud to be part of this ambitious Thor project as a sub-supplier,” he said. “By using our in-depth engineering knowledge and experience within advanced power management and control capabilities, we are enabling the efficient delivery of clean energy to Danish households. Together, we are driving the transition toward a more sustainable future.”
SCADA International’s master power plant controller will integrate with the existing complex plant infrastructure, both on- and offshore substations, SCADA systems, and grid meters.
The seamless integration and compatibility of the OneView ECU will allow end-user RWE to have granular control over voltage stability, which is a critical aspect of any large-scale wind farm. The control system’s advanced algorithms continuously analyze voltage levels, giving operators valuable tools to make data-driven decisions in maintaining optimal voltage conditions and protecting the integrity of the grid. At the same time, the real-time monitoring and control functionalities enable operators to manage power fluctuations accurately, ensuring a stable and reliable electricity supply to consumers.
Leveraging these capabilities to maximize the efficiency and productivity of the Thor Offshore Wind Farm will ultimately contribute to Denmark’s renewable energy targets.
The wind farm will be fully established and connected to the grid by no later than the end of 2027, and the authorization is for 30 years, with an option for a five-year extension.
Wind turbines use the same types of mechanical components as other mechanical systems — bearings, gears, and drive shafts — but their size, operating conditions, and environments pose numerous challenges not observed in, say, the automotive industry. Wind farms are usually in remote locations, for example, far from manufacturing plants and maintenance personnel.
Because wind-turbine operation involves low rotational speeds, high loads, vibrations, and other factors not commonly seen in other industries, certain wear modes not commonly seen elsewhere (e.g., micropitting, fretting, and white-etching cracks) can present significant durability and reliability problems for wind turbines. (Courtesy: AdobeStock)
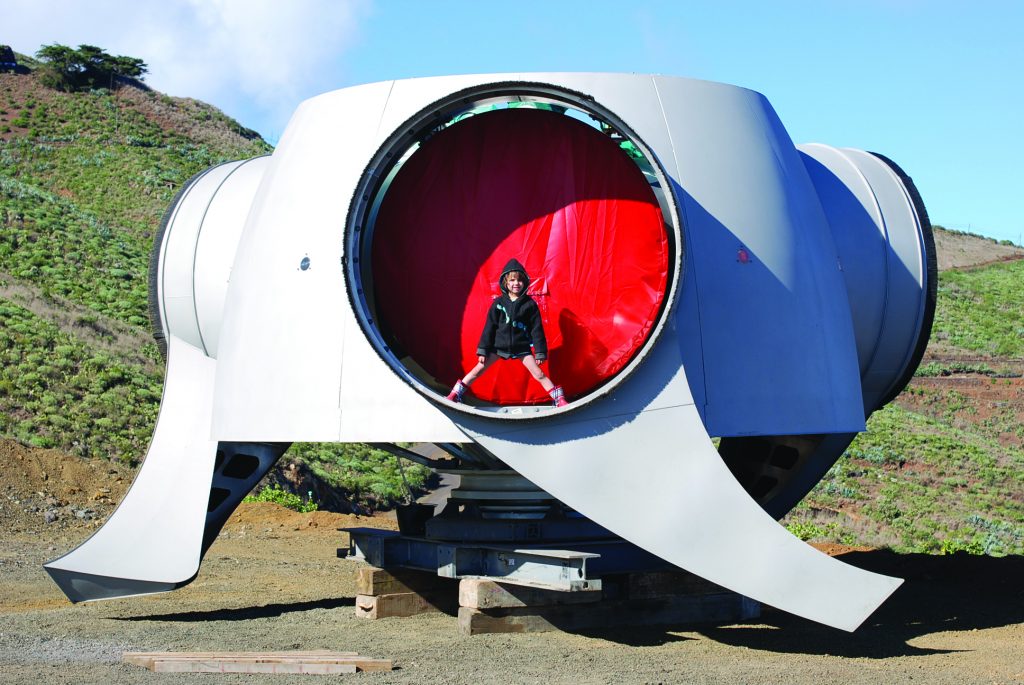
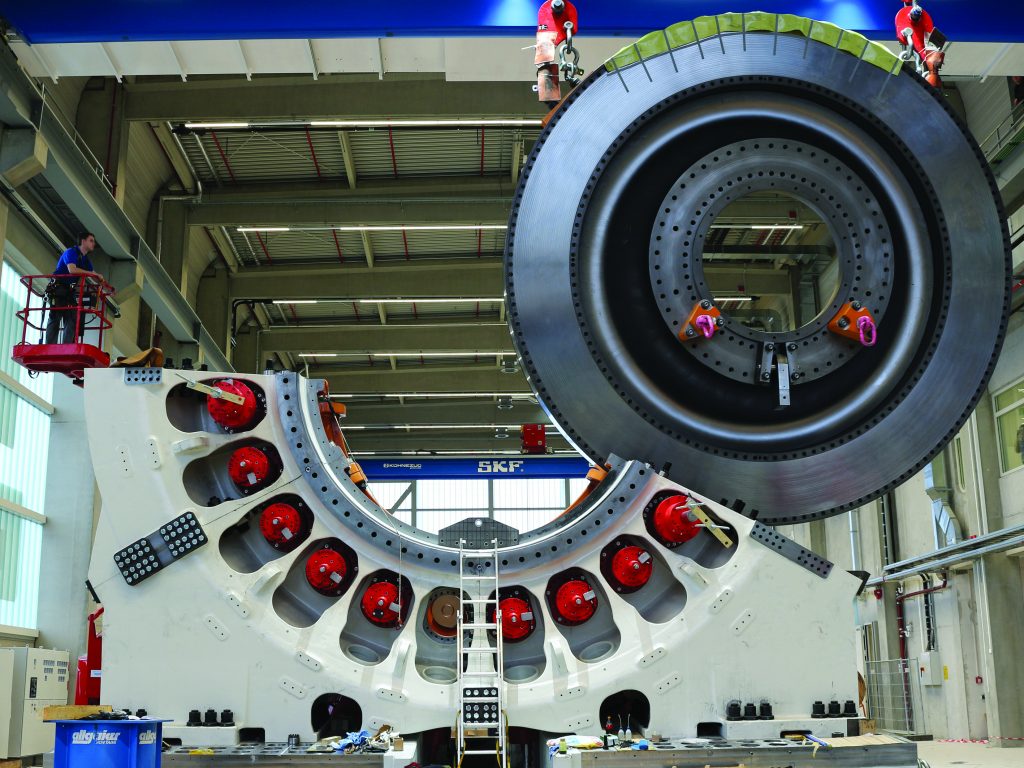
Newer turbines are becoming steadily larger — with the resulting higher loads, it is not uncommon to see main shaft bearings that are two to three meters in diameter (see Figure 1), and some of the largest main shaft bearings are six meters in diameter. For the largest turbines, physical limitations on the maximum speed of the blade tips determine the much slower rotational speed of the hub.
Arnoud Reininga, global engineering manager for Energy Industries for the SKF Group, noted the largest wind turbines currently have rotor diameters of 220 meters. For these turbines, he said if the main shaft rotates at 10 RPM, the tips of the blades rotate faster than 100 m/s. (At ground level, the speed of sound in air is about 340 m/s.) The wind turbine’s main bearing is responsible for the efficient transfer of this slow-speed rotation energy to the gearbox, which steps up the rotational speed to power the electrical generator.
Figure 1: A 5-year-old child stands in a wind-turbine rotor hub. (Courtesy: Erik Streb, CC BY-SA 3.0)
Unique challenges
Because wind-turbine operation involves low rotational speeds, high loads, vibrations, and other factors not commonly seen in other industries, certain wear modes not commonly seen elsewhere (e.g., micropitting, fretting, and white-etching cracks) can present significant durability and reliability problems for wind turbines. Other concerns are common to many applications, including corrosion and rust, viscosity changes, mechanical shearing, cold-temperature operations, and ensuring adequate lubrication under start-and-stop conditions.
Although substantial work has been done to improve wind-turbine gearbox lubricants, relatively little work has focused on greases. [1] Greases keep rotor assemblies, pitch and yaw control mechanisms, electric motor bearings, and generator shaft bearings running smoothly over a wide range of wind conditions, ambient environments, and temperatures (anywhere between 40°C and 80°C). Wind-turbine main bearings support the weight of the blade assembly, and they must hold up under high loads and high torque (see Figure 2). The slow rotation speed of the main bearing can accelerate wear, and sudden changes in the speed or direction of the wind can introduce shock loading.
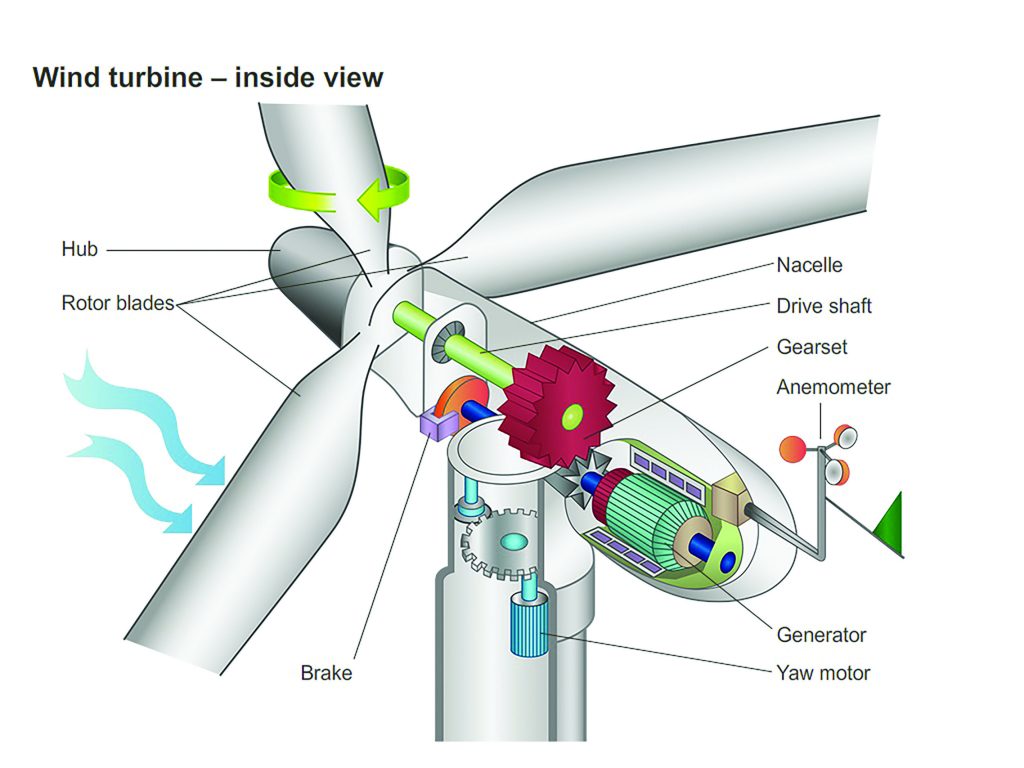
Figure 2: Rotor and nacelle of a three-bladed wind turbine with a horizontal rotation axis. The main bearing (gray ring around drive shaft) supports the weight of the blade assembly. (Courtesy: Siemens, Inc., CC BY-SA 4.0)
Main bearings also are subjected to axial thrust from wind blowing against the blades, but the magnitude of this thrust has not been well quantified, said STLE member Dr. Gareth Fish, Technical Fellow and the technology manager for industrial additives and greases for The Lubrizol Corp. Some types of wear, such as white etching cracks, are seen in the high-speed bearings and gears in wind-turbine gearboxes but not commonly observed in slow-moving main bearings. [2,3]
Doug Lucas, an advanced engineering technologist with bearing manufacturer The Timken Co., explained the importance of bearing design in high-load applications like wind turbine main bearings in a recent article. [4] In the article, he said a well-designed bearing has a longer service life because of reduced stress and bearing temperature. Bearings with the right amount of clearance ensure the load is properly shared among the rollers, preventing misalignment, edge loading, and sliding damage.
Lucas noted that tapered roller bearings (TRB) are beginning to replace spherical roller bearings (SRB) for main shaft applications, especially in the larger offshore wind turbines. Because tapered bearings can better support high thrust and radial loads, a smaller tapered bearing can be used, and it can stand up to harsh conditions and unpredictable changes in wind speed and direction. However, taking the specific demands of an application is critical to choosing the right bearing design, he adds.
TRBs experience sliding forces at the interface between rib and roller, and they require a different grease formulation than for SRBs, Fish said. As yet, there are no industry standard specification tests for SRBs, and this makes development of greases for these bearings difficult. Standardized performance tests do exist for TRBs that, along with existing bench tests (cone penetration, rust and wear tests, four-ball tests, etc.), can be used to develop greases for pitch and yaw bearings, but more needs to be done to extend these for use with main bearings, Fish said. [1]
Vibration can cause fretting wear, said STLE member Joe Kaperick, senior R&D adviser for greases at Afton Chemical and past president of NLGI. Kaperick advises his customers — grease manufacturing companies — on additives for specific performance specifications.
Fretting wear, he said, is especially an issue when a turbine has been stopped for maintenance or during high winds, because the lubricant is not circulating normally through the bearings. Moreover, the speeds and temperatures at which wind turbines typically operate are often not high enough to activate typical extreme-pressure (EP) and anti-wear additives, which poses a particular concern with regards to fretting prevention. Finding additives that work well under those conditions can be difficult, he said, because of the scarcity of large test rigs and the difficulty in performing field trials.
“That’s probably the biggest challenge,” Kaperick said.
The High Cost of Failure
Typically, bearing manufacturers will deliver ungreased bearings to original equipment manufacturers (OEMs), and the OEM chooses the grease (or greases) for the entire assembly. Different types of bearings operate at different speeds under different loads, thus placing different demands on their lubricants. However, maintenance is easier, and errors easier to avoid, if only a few types of greases are used.
“You see quite a high level of standardization in the market for wind-turbine greases, and it’s quite a conservative market,” Reininga said.
He noted wind turbines have an expected service life of 20 years or longer, with the trend going toward 25 or even 30 years, which presents a significant challenge for service life testing. Typical accelerated wear testing procedures, such as using high loads or higher rotation speeds, change the kinematics and might not give an accurate estimate of service life.
Pre-greasing bearings before transporting them to the turbine assembly location helps to prevent false brinelling of the raceways and rolling elements during transportation, Fish said. At the installation site, the bearings are given another application of grease.
Relubrication after every six months of operation is typical, although manufacturers are working to extend maintenance intervals where possible. OEMs typically issue 10- to 20-year warranties for their products, Fish said, and the warranty specifies the relubrication grease to be used for a given part or application. This specification is based on extensive testing to ensure a grease can meet performance specifications. After the warranty expires, the operator is free to use other products, and price often becomes more of a driving factor at this point.
“A premature failure of a bearing or gear can cost around $100,000, and that’s not including downtime,” said STLE member Dr. Tabassumul Haque, global technology sponsor for industrial lubricants and greases at ExxonMobil. To help prevent such failures, the company’s grease formulations and manufacturing R&D group collaborates with the internal fundamentals research group and key equipment builders to develop new greases. The group also works with industry partners and trade associations on setting grease specifications.
STLE member Dr. Aaron Greco noted just the cost of the crane to swap out a gearbox or main bearing for a land-based turbine can run more than $100,000 a day. Expenses could be even higher for turbines operating in the ocean, where maintenance crews have to contend with wind and waves, he said.
Greco is the group leader for interfacial mechanics and materials and the wind-energy program manager in the Applied Materials Division at Argonne National Laboratory. His work, which is funded by the Wind Energy Technology Office of the U.S. Department of Energy, involves wind-turbine drivetrain reliability and materials and quality issues. His group is looking at grease lubricants for main bearings and pitch bearings, with an eye toward preventing premature failure of these parts.
Like the rest of the turbine components, the main bearing is exposed to a wide range of temperatures and the effects of dust or salt spray in the atmosphere.
“A lot of these wind turbines are 10 or 20 miles offshore,” and constantly exposed to salt spray, Kaperick said. However, the cost of the lubricant alone can exceed $5,000 for a complete drain, flush, and fill for a midsized turbine, not including the costs of the crew, equipment and transportation. [5] “You don’t want to go out there and change the grease on it every six months. You want to leave it in there for as long as possible, so you want long life; you want corrosion protection; you want protection against the water environment.”
Predicting Performance
STLE member Dr. Piet Lugt develops models that predict the performance of grease-lubricated bearings, which helps machinery operators know when to schedule maintenance operations. Lugt is a senior scientist at the SKF Group Research Centre and a professor of tribology-based maintenance at the University of Twente in the Netherlands. Performance depends on the design of the bearing, the application for which it is used, and the formulation of the lubricating grease, as well as the interactions between these factors, he said. He noted that grease is 80 percent to 90 percent oil, and the rest is thickener and additives. However, the amount of oil available for lubrication is relatively small, so the grease has to work efficiently.
The main factor is the ability of the grease to form a lubricating film between the contacting surfaces and maintaining an adequate film thickness. This does not prevent fatigue failure, but it does reduce or prevent failure due to wear. “Initially, you might have a very thick film, and everything is working very well,” Lugt said. Generally, in rolling element bearings, the base oil evaporates over time, and it oxidizes, gets contaminated, or leaks out of the bearing. Thus, the amount of oil and lubricity of the grease overall changes during service.
“What we’re trying to predict is how that quality of lubrication is changing as a function of time,” he said.
Lugt said that, because grease is a semisolid material, its viscoelastic properties are intermediate between those of a solid and a fluid. During bearing operation, the grease is driven to the sides of the bearings, and then it comes back, and this circulation churns and shears the grease. Oil bleeds out of the grease to provide lubrication in the contact area. The bleed process is very slow, he said, so the balance between the lubricant feed (oil bleed) and the loss (e.g., from evaporation or leakage) stays fairly constant.
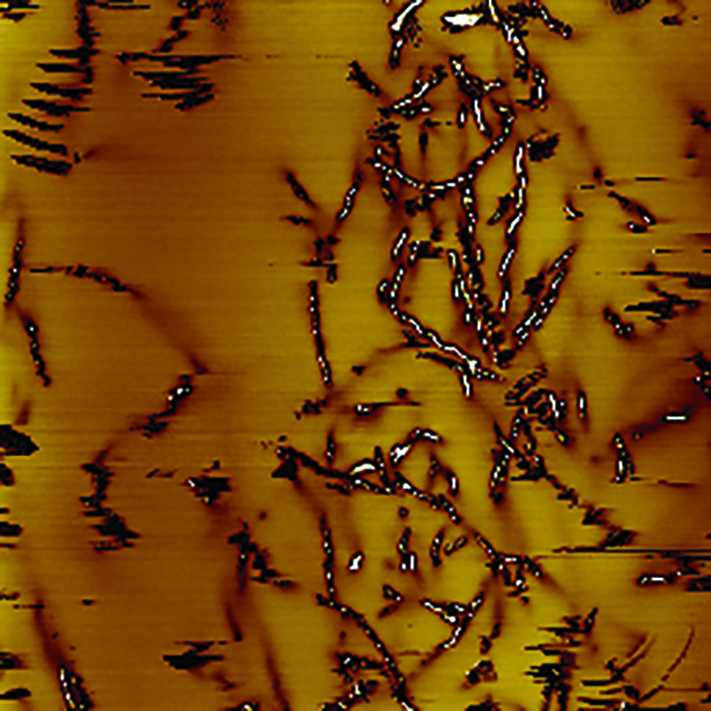
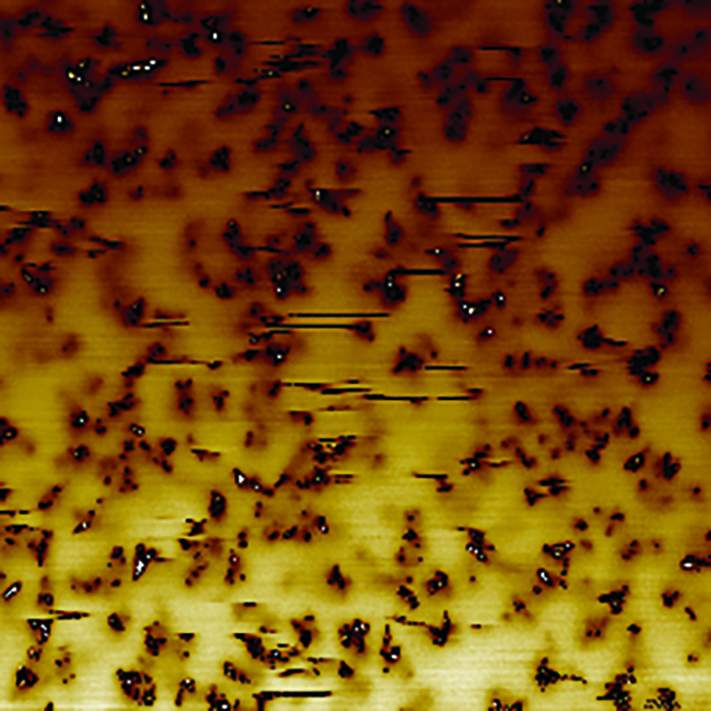
The microscopic flow is very much determined by the rheology of the grease, Lugt said, and this might change over time because of the large shearing forces on the grease, which can break down the structure of the soap thickener (see Figure 3).
Figure 3: (a) Thickener structure in fresh grease and (b) after shearing. (Courtesy: Piet Lugt, SKF)
The flow profile of the grease over time depends on the initial properties of the grease and the geometry of the bearing, which influence the type and magnitude of the loads that the grease encounters.
“We know a lot about the traditional lubrication mechanisms for the small bearings,” Lugt said. “For the larger bearings, it becomes much trickier.” Gravity plays a significant role for the large volumes of grease required for a typical wind-turbine main bearing.
“If you have a very small bearing, then it very easily sticks on the cage, because the volumes are very small,” he said. “If you now have a really big bearing, then (the grease) will drip off.” Grease is less mobile in smaller bearings, and it tends to form reservoirs, which affects the replenishment of lubricant to the contact area.
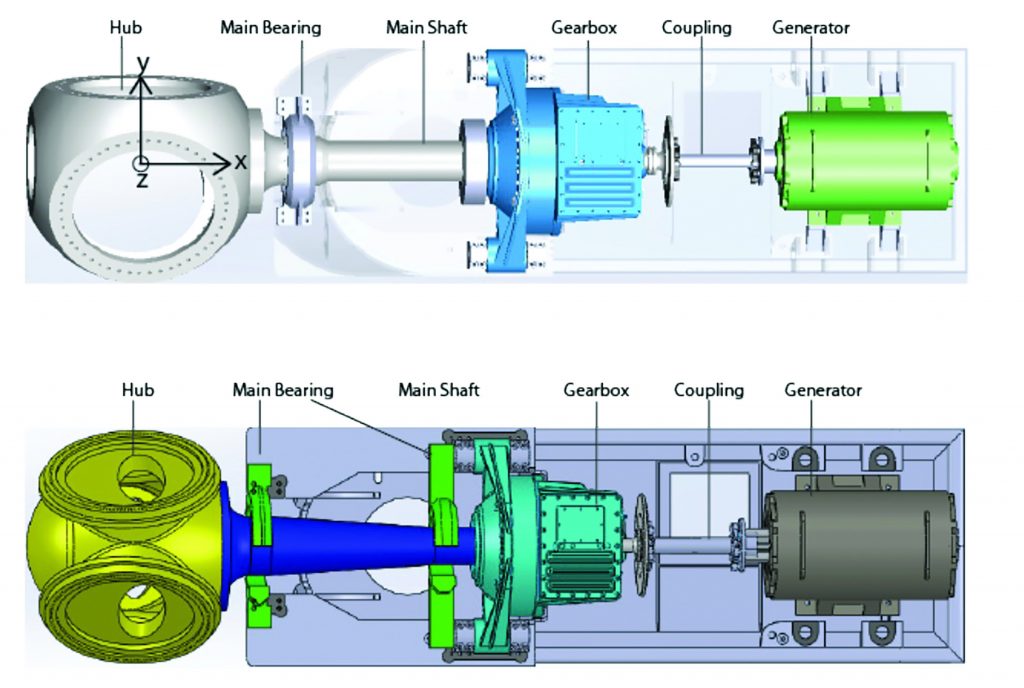
Lugt added that, even though the grease is much more mobile in the larger bearings, when the grease is pushed to the sides of the bearing during operation, the distance the oil has to travel to return to the contact area is much greater. In many wind turbines, gearboxes convert the slow rotation of the main shaft to the faster rotation required for power generation (see Figure 4).
Figure 4: Three-point (top) and four-point (bottom) drivetrain configurations. (Courtesy: National Renewable Energy Lab. Source: Guo, Y., Parsons, T., et al., (2016), “A systems engineering analysis of three-point and four-point wind turbine drivetrain configurations,” Wind Energy, DOI: 10.1002/we.2022)
Bearings in the generator require a less viscous grease formulation because of the faster operating speeds, and the gearboxes are oil lubricated, Reininga said. Pitch bearings, which adjust the angle of the blades with respect to the main shaft depending on wind direction, generally produce small oscillations, which require greases with yet another set of properties.
Unlike cars, which start and stop often and spend long periods not moving at all, wind turbines are in motion more or less continuously, Reininga said, noting that starting and stopping is still an issue.
“Depending on the location where you are, starting conditions can be quite difficult,” he said. “If you are in Alaska in the wintertime, and you have to stop [the turbine], there’s a very cold condition, and that has a lot of impact on the starting condition of the grease.”
In general, unless you’re doing an emergency stop for a windstorm, the amount of inertia involved makes starting and stopping a wind turbine more gradual than for cars, according to Reininga.
After a complete stop, hydrodynamic action stops, and the lubricating film thickness goes to zero. Also, the system cools down, so starting again is difficult, Lugt said. In cold climates, the grease might cool below its minimum operating temperature, making it too stiff to prevent damage to the bearings when the turbine is restarted.
“Under Arctic conditions, that is one of the criteria for selecting a grease for such an application,” he said.
Micropitting and grease films
Greco noted that, although main bearing failure mechanisms are still not fully understood, micropitting, a type of surface-initiated fatigue failure under cyclic loading conditions, is the most common wear mode that contributes to early failure. This type of highly localized damage can increase the internal clearance of bearing rollers and raceways, producing edge stresses that can ultimately result in macropitting and failure. [6]
Micropitting is more common in the wind industry than in other areas. Although the reasons are not fully understood, there are several contributing factors. In contrast with, say, automotive vehicles, large commercial wind turbines are designed to run continuously for 20 years. The winds that drive the turbines vary in amplitude, direction, and gust. Water (including salt water), dirt, and wear-debris contaminants can accelerate wear through chemical reaction or abrasion. Slow rotation speeds can result in high friction and a reduction in the thickness of the lubricating film. The frequency and duration of various stages in the bearing’s duty cycle — starting, operation, stopping, and no-load periods—are also factors. [6]
Micropitting in gears has been well studied, and oil lubricants have been developed to protect against this type of failure, Haque said. The causes of micropitting in the grease-lubricated main bearings are less well known, he added, noting grease formulations to address this are in an earlier stage of development. Although industry standard tests and OEM specifications cover a wide range of performance properties for wind-turbine main bearings and their lubricants, there is no counterpart to the FZG FVA 54 gear oil test that can quantify a grease’s ability to protect against micropitting.
Haque cited several potential causes of micropitting in bearings under investigation, including high loading, microcrack opening driven by pressure exerted by lubricant films, and chemical-stress corrosion. Some lubricant components can actually accelerate micropitting, but the right formulation protects surfaces instead. A careful selection of additives can form tribofilms under boundary lubrication conditions that retard microcrack formation and smoothen tribological contacts.
Some operators try to use a very thick lubricant film to keep the contact surfaces separated, Haque said, but very thick, viscous films undergo a substantial amount of mechanical shear, which can generate heat, shear thinning and oxidation issues.
“We need to keep a consistent film thickness under any given conditions throughout the lubricant’s life,” he said.
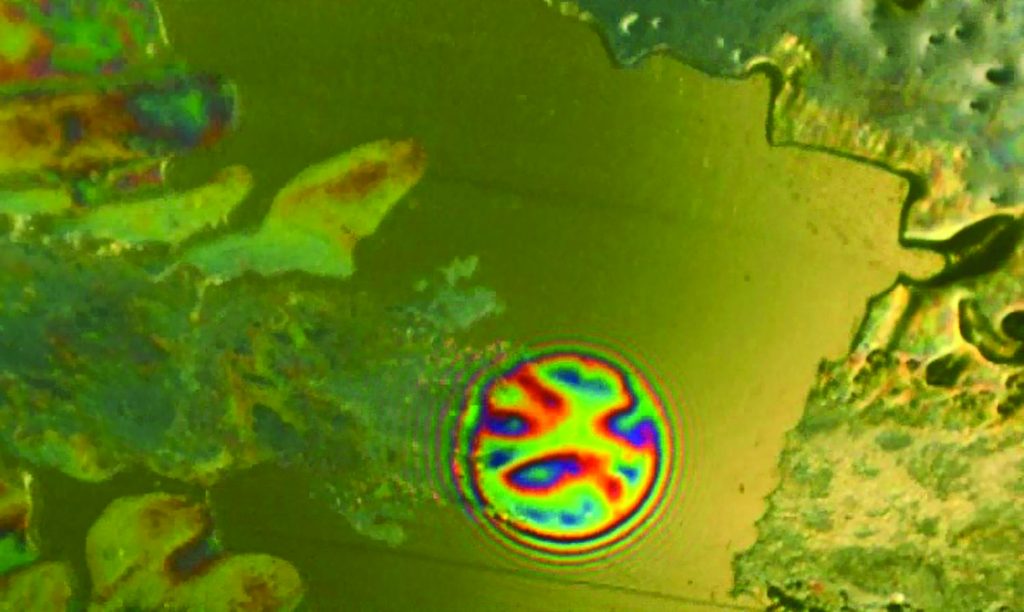
Some formulators use a base oil with a very high viscosity to provide a thicker lubricating film, Lugt said, but his group’s research shows that, at ultralow speeds, films are thicker than expected. He attributed this to the contribution of the grease thickener, in addition to that of the base oil, to the thickness of the film. [7,8] The thickener’s contribution decreases somewhat as the grease ages, and shear forces break down the soap fiber structure, but some of the thickener is always in the contact area. [9] (see Figure 5)
Figure 5: Interferometry measurement of grease film thickness in an EHL contact, simulating the contact between bearing rollers and rings. At slow speeds, grease thickener lumps enter the contact area, contributing to the development of a lubricating film. (Courtesy: Piet Lugt, SKF)
Grease formulations for wind-turbine bearings
Making sure a lubrication system works as intended requires input from several sources, Kaperick said. Recurring problems can quickly become expensive, so manufacturers of additives, greases, and equipment might all be called in at some point to assist a wind-farm operator, especially for systems still under warranty. Kaperick noted that additive manufacturers can help to determine causes by working with OEMs and lubricant suppliers and sometimes recommend additive solutions for specific problems such as micropitting or fretting. For a turbine that represents a multimillion-dollar investment, getting to the root cause of a part failure is well worth the investment.
Haque noted his company’s formulation strategy is to use a balanced lubricant formulation approach for preventing failures and maximizing lubricant lifetime. Although some grease manufacturers make products that maximize performance in a few specific areas (e.g., load bearing capability), Haque and his colleagues optimize performance over a broad range of characteristics, establishing a window that encompasses the best combination of characteristics. Thus, they take into account such things as friction, wear, corrosion, oil bleed, shear stability, low-temperature flow, thickener structure, elasto-hydrodynamic lubrication (EHL) film thickness under a wide speed range ,and many more.
What is elastohydrodynamic lubrication?
Elastohydrodynamic lubrication (EHL) occurs when the pressure in the contact area is high enough to alter the shape of the surfaces, which considerably alters the shape and thickness of the lubricant film in the contact. This elastic deformation, coupled with pressure-driven increases in lubricant viscosity, enhances the level of hydrodynamic action. EHL films, typically less than a micron thick, are the primary lubrication mechanism in the non-conformal contacts common in wind-turbine bearings and gears.
EHL films depend on lubricant viscosity, speed, and load. Ball-on-disc tests, which use a camera and interferometry to measure the local film thickness, are used to measure the EHL performance for oils, Haque said. It’s harder to determine EHL for greases because variations in contact geometry and grease consistency make it difficult to introduce and maintain the right amount of grease in the contact.
One way to estimate grease film thickness is to test the base oil alone, and then apply a “starvation factor” to estimate the film thickness of the corresponding grease using that base oil.
EHL films are less effective under slow speed, transient loading, and start-stop situations, which starve the contact area of lubricant. Protecting bearings from wear under these conditions requires the use of surface treatments (including lubricant additives) and coatings. However, additives must be selected carefully.
“Some additives are known to form patchy protective films that can promote fatigue wear, including micropitting,” Haque said. Many OEMs super-finish their bearing surfaces or use coatings such as DLC to minimize local stresses caused by friction, but these approaches can be fairly expensive. [10] Greases that provide optimum EHL films and excellent surface protection under starved conditions appear to be the most practical and effective way to address main bearing micropitting failures, according to Haque.
“If you take care of load bearing capability by increasing viscosity and EHL film thickness, it might create other problems such as high friction, heat generation, and energy loss,” Haque said. “Then, if you think about increasing film thickness using higher thickener content or polymer, you might negatively impact low-temperature performance.”
He added that achieving balanced performance requires a broad range of tests to ensure the formulation falls within a range that optimizes a range of properties.
“You cannot just pick one performance criterion and then sacrifice others,” Haque said.
Selection of the optimum base oil viscosity based on bearing design and operating conditions is especially important, he said. Low temperatures also are a concern because the system that circulates the grease can be close to ambient temperature (which can be as low as minus-50°C in high-latitude locations), even though the operating temperature inside the bearing is warm enough to be within specification.
Some grease formulations rely on polymers and thickeners to provide a more robust and thicker EHL film thickness to improve load bearing capability. Haque noted he and his colleagues avoid this approach because boosting film thickness in this manner can interfere with the grease’s ability to release oil during operation and also hurt low-temperature properties. His company’s formulations let the thickener and the oil do their respective jobs rather than performing multiple functions.
High-performance multipurpose greases are typically used to lubricate main shaft bearings in wind turbines, Kaperick said. These greases must be pumpable, and they must use base oils with viscosity profiles that enable them to provide effective lubrication over a wide range of temperatures. Solid particle contaminants such as dust can abrade metal surfaces, but greases can provide a barrier, working along with filtration systems and seals, he said.
Lugt added that greases also must resist water contamination, including from condensation that forms at cold temperatures.
Wind-turbine gearbox oils and lubricating greases often use synthetic base oils such as PAOs, and some manufacturers formulate PAO-based greases specifically for main bearings. Although these greases are more expensive, a formulation that takes factors such as additive and thickener compatibility into account can save money by extending the maintenance cycle. Fish noted, however, that low-polarity PAO base oils can be incompatible with the more polar lithium soap greases, which require using a much higher thickener content or structural modifiers to prevent excessive oil bleed. One way around this problem is to use a base oil that combines the PAO with a more polar oil like an alkylated naphthalene, which results in a much better grease structure.[1] Some specifications don’t allow that, he said, adding that alkylated naphthalenes add to the cost of the finished grease.
Fish also noted OEMs who write grease specifications for their bearings sometimes fail to integrate knowledge of how greases perform with knowledge specific to wind turbine operations.
“You have to pass the specification to get into a field trial, and then when you get (the greases) into the field trial, you then find out if they really work,” he said. Often, greases that pass the specification fail in the field trial, but it’s not because the grease does not perform as expected but because the specifications were mismatched.
For example, one wind turbine specification calls for a lithium complex grease with a very high dropping point, Fish said. Dropping point is a quality control test to determine whether the thickener system has been made correctly, he said. However, in some grease specifications, it is used as an arbiter of high-temperature performance, even though the documentation on the test method clearly states the test is not intended for that purpose. Using dropping point as a specification skews the choice of a thickener toward a high-temperature thermally stabilized lithium complex thickener system.
This type of thickener ensures performance up to 150°C, even though the main bearing’s operating temperature never goes above about 80°C, Fish said. If OEMs didn’t have this requirement, they could probably use a grease thickened with lithium soap or calcium sulfonate, but most specifications require the lithium complex grease, which requires a more concentrated lithium hydroxide solution to manufacture.
This can raise the cost of a grease, especially when the price of lithium fluctuates, as it did in 2016 and 2017. [11]
As with any grease formulation, certain tradeoffs have to be made to optimize the overall performance. A finished grease has to pass tests including oil bleed, rust resistance, fretting, water resistance, and Riffel tests, Fish said, and all these require different additives. However, too much rust inhibitor can cause a grease to fail the fretting test, and too much anti-fretting additive can interfere with rust prevention.
Also, as it stands now, grease specifications are similar for offshore and onshore wind-turbine applications, but the two environments present different issues. For example, offshore turbines need a higher level of protection against rust and corrosion than land-based turbines do.
“Basically, the specifications are written around the worst-case scenario, not necessarily optimized for the actual application,” he said.
NLGI was expected to release a new high-performance multiuse (HPM) grease specification in January 2021. The new specification covers greases that deliver higher performance than the existing GC-LB automotive grease specification. It also covers characteristics typically needed for wind turbines, including water and corrosion resistance, low-temperature performance, and performance under high loads. [12]
“I can’t say that any of the new specifications would be a direct match for a wind-turbine grease,” Kaperick said, but citing compliance with the new specifications could facilitate a conversation between a grease manufacturer and an OEM. He added that OEMs will probably run additional in-house tests to address more specific performance characteristics. “If you have this core performance that everybody can accept, that’s a good place to start.”
Bench, rig, and field tests
One challenge faced by grease developers and OEMs alike is translating grease performance under standard testing conditions into predictions of performance in the field. For example, many of the common bearing tests are less relevant to wind-turbine main bearings.
To do a true service life test, ideally 15 or more full-sized bearings would need to be tested, Lugt says, which is currently not practical. Typical tests involve smaller bearings, which might have different wear mechanisms from the full-scale bearings.
“So, extrapolation is very dangerous, and strictly speaking, you should never do that, of course,” he said. “Upscaling is a topic that needs much more attention.”
One important issue is understanding the loading, Fish said. “You’ve got wind blowing the blades, and then they rotate,” he said. “And then you get wind shear and other effects, the different loading and tilting. And it’s only relatively recently they’ve instrumented wind turbines in operation and can measure the transient loads.”
He said that, in the absence of measurements in the field, assumptions were made as to what the loading on the bearings would be. If the basic assumptions about the load were wrong, engineers could specify bearings that were too large or too small. Oversizing the bearings ensures they can support the load, and this is often done, but this practice also increases cost and weight, he said. Undersizing the bearings can result in premature failures. Once quantitative knowledge of the loading was available, engineers could size and design the bearing to suit the application.
“We do a lot of inspection of components that come in from the field and try to ascertain what the failure mechanism is, and for what we can, (we determine) the root cause,” Greco said. “A lot of times these things come in so battered up, it’s hard to see the initiation of failure.” (see Figure 6)
Figure 6: Wind turbine field sample showing extensive wear. (Courtesy: Aaron Greco, Argonne National Laboratory)
These inspections can involve optical and electron microscopy of cross sections — and sometimes high-energy X-ray microtomography — to determine the types of wear and fatigue cracking that occur under various conditions. They also try to replicate failure mechanisms in the laboratory under controlled conditions using benchtop test methods in order to understand the root causes of these failures. “(This) also gives us a platform to test new greases or coatings or whatever new material technology. People are looking to mitigate those failures and do it in an accelerated way.”
Greco said few labs have testing equipment for full-sized bearings, and testing at that scale is expensive in terms of both time and money. At the benchtop scale, they can run more contact cycles, upward of a million cycles per hour.
“If you are looking at inducing the same number of contact cycles in the main bearing, you have to turn that whole big mass faster,” he said. “Physics starts to work against you.”
He noted his lab is able to impose a range of contact condition and loads to replicate transient extremes in the field. They can vary these factors independently to pin down sources of failure.
Often, his lab will have to devise their own test methods, because current ASTM standard tests are not specific to conditions that wind turbines encounter. Grease manufacturers typically list specifications for their products on the basis of standard tests these greases pass, but the conditions of the test might not be predictive of performance in the field.
Greco’s group is working to develop test methods that allow users to compare various grease formulations and rank them as to what their performance would be under field conditions. They are looking at factors not typically represented in the standard tests that can accelerate early failure and induce wear modes like micropitting. Other failure modes that are hard to quantify include false brinelling (fretting caused by small oscillations or vibrations) and electrically accelerated white etching cracks. [13]
Haque said his lab uses the same type of balanced approach to testing its grease formulations that it uses in developing the formulations. The variety of bench and rig tests used to determine the characteristics of its grease formulations ensure a formulation can deliver optimum performance across a broad range of properties. Even though bench and rig scale tests might not completely correspond to conditions in the field, the combination of tests is what gives them confidence for successful performance in the field. After a formulation has passed a series of standard tests, it moves on to a set of builder-specific tests, followed by up-tower field trials.
“We do a lot of performance testing from an additive perspective,” Kaperick said. “Often, our customer will have a good idea of the type of grease thickener-base oil combination that they want to put into a wind turbine. They’ll send us this base grease without the additives in it. And then we will additize that grease and do the testing in our lab to make sure that it passes the standard industry tests that the customer believes will ensure that it is fit-for-purpose in the application.”
Such tests might include EMCOR rust, a four-ball EP or wear, fretting wear, structural stability or a host of other bench tests designed to predict performance with respect to important grease attributes. He doesn’t always know what the end application will be — especially if the grease is intended for multiple purposes — so the focus is on characterizing the grease’s performance with respect to standard benchmarks.
“Standard lab tests will tell you which formulations work best under the conditions of the test, but it’s not always simple to translate test results into predictions of performance in the field; you can’t run a field trial on every formulation,” Kaperick said. “We’re not going to put in three formulations and try them out in three wind turbines for three years to see how long or how well they last.”
For this, they rely on parts and equipment manufacturers that do rig testing — often using their own test methods — and have a track record of experience with how various systems perform under operating conditions.
Kaperick said the Riffel test, which mimics the fretting that can occur due to vibrations under high loads in the presence of salt water, can be a better predictor of fretting that can take place in a wind-turbine application. However, the test is not widely available — only a few test rigs currently exist — and so it can be difficult to screen greases routinely with it.
However, “It doesn’t make sense to have a Riffel test in a main bearing (grease) specification,” Fish said. In the Riffel test, the bearing is held vertically in a hydraulic press, and it does not incorporate rotation. This situation is typical of pitch or yaw bearings, which experience mostly oscillating or vibrating motion. Main bearings are mounted horizontally, and they are rotating any time the wind is blowing. The Riffel test does not account for grease entrainment into the contact areas during main bearing rotation, he said, noting that residual grease is compressed into the track surface, which helps with lubrication.
OEMs sometimes include other requirements in their main bearing grease specifications that are not directly relevant to typical operating conditions, Fish said. For example, one wind-turbine manufacturer requires greases to pass an FE9 test (DIN 51821), which uses a small angular contact bearing rather than the spherical or tapered rollers typical of wind-turbine main bearings. The FE9 test runs at 6,000 RPM and a temperature of 120°C.
However, a small wind turbine main shaft bearing runs at a speed of 60 RPM, and larger turbine shafts rotate even more slowly. Also, the temperature inside the nacelle rarely, if ever, exceeds 80°C. The maximum base oil viscosity that is appropriate for an FE9 test is ISO VG 220, Fish said, but most wind turbines require ISO VG 460 main greases to support the large loads under the slow rotation speeds. The FE8 test (DN 51819) is meant for bigger bearings, and it can be run at 7.5 RPM or 75 RPM. This test can be used on bearings under heavily loaded low-speed conditions, which are more closely relevant to conditions in a wind turbine. Some grease specifications require both the FE9 test and the FE8.
Most standard tests use systems with fairly constant loads, but because a wind turbine’s blades rotate depending on wind direction, the loading on the bearing contact is not completely even. That, along with pulsing caused by wind gusts, complicates load calculations, Fish said, which, in turn, poses difficulties for developing grease specifications.
Data input for models
Performance predictions come from a combination of theoretical models, testing results on smaller bearings, functional testing on full-sized bearings and field observations from the application engineers, Lugt said, adding there are still knowledge gaps to be addressed. Current research focuses on areas including the ways that flow properties change as a grease ages and undergoes mechanical work, better representations of how the oil bleeds out of the grease and film formation under starvation conditions.
Input to these models comes from a variety of sources, including data from the SKF Sven Wingquist Test Center in Schweinfurt, Germany, which opened in 2017. The largest test rig at this center accommodates bearings with an outside diameter as large as six meters, as well as complete bearing assemblies (see Figure 7). In September 2020, the SKF University Technology Center, a collaboration between SKF and the University of Twente, opened its doors. This center focuses on research for grease lubrication in rolling bearings, and it will allow industrial and academic researchers to share laboratory resources and to interact with each other.
Figure 7: The 125-metric-ton, seven-meter disc is lifted into position in the lower half of a test rig at the SKF Sven Wingquist Test Center in Schweinfurt, Germany. This rig can test bearings up to six meters in diameter, as well as complete bearing assemblies. (Courtesy: SKF)
Nondeterministic effects are another area of research, although it is unclear how big an effect this has in larger bearings. “Everything is very nonlinear,” Lugt said. “Grease lubrication is actually a chaotic process; small disturbances produce a big effect later on.” For example, research on smaller bearings showed that it’s almost impossible to fill a bearing with grease in exactly the same way twice, he said.
One issue that is evident in larger bearings is how the grease flows after the bearing has been filled. There is a need to understand this flow better, Reininga said, to ensure consistency in the availability of lubricant in the contact areas over time. Flow in a bearing is actually a three-phase problem, involving air, grease, and oil that has separated from the grease. The lubricant film might be several microns thick, but the bearing components are on the scale of meters. Modeling these systems requires incorporating physics and chemistry over this wide range of scales, using high-performance computing resources.
Trends in turbines and greases
In addition to solving complex flow problems, Lugt and his colleagues are trying to reduce the application of this knowledge to practical engineering rules, using simpler equations that incorporate the most relevant parameters and relations. Better models could help turbine operations optimize the amount of grease they use — enough to provide reliable performance, without the need to use excessive amounts as an “insurance policy” against premature failure. This could prove useful with newer wind turbines, especially the largest ones, which use automated replenishment systems rather than relying on a twice-yearly service call by a maintenance technician, he said.
However, that most of the progress in this field is a refinement of existing technologies rather than revolutionary changes in grease formulations, according to Lugt.
Kaperick said, as wind power becomes more mainstream, demand for additives for wind-turbine greases is rising as well.“Twenty years ago, you might sell a drum of additive for an application, because there weren’t that many of them out there,” he said. “Now, it’s definitely more mainstream. People know what you’re talking about more, and I think grease manufacturers are coming up with greases specifically marketed toward those areas.”
Although most current demand involves standard types of additives already established in the market, additive suppliers continue to come up with innovative solutions such as new components or nanoparticle additives to solve specific challenges, in anticipation of a day when the savings on maintenance and repair justifies the extra expense. Kaperick notes that using a better lubricant can be more economical than investing in more expensive bearings. In some situations, however, using long-lasting bearing materials like ceramics can extend service life while requiring less lubrication.
As more turbines are coming off warranty, he says, operators might be more amenable to using newer replacement parts and lubricants—or they might revert to more tried-and-true solutions to lessen the risk of a failure.
Wind-energy operations also are starting to look more at wear protective coatings as a way to increase intervals between maintenance and repairs. In a recent article, Lucas and his colleague Vikram Bedekar discussed the use of protective coatings to prevent steel-to-steel contact, the trigger for virtually all bearing-related issues in wind turbines. [14]This problem has become more acute and more expensive as wind turbines become larger and generate more power. Over the past decade, they reported physical vapor deposition (PVD) coatings such as tungsten carbide began to come onto the market. PVD coatings on bearing rollers provide a hard, non-steel surface that reduces friction between the roller and the steel raceway, even under extreme loads.
They cited the example of a 1.5-MW wind turbine that was taken out of service for upgrades after seven years of operation. There was so little adhesive wear from the PVD coated rollers on the raceway of the main shaft bearing that this bearing did not have to be replaced; the engineers were confident the bearing could continue operating without issues over a 15- to 20-year lifetime.
When many of today’s wind turbines were manufactured, “a lot of the OEMs wouldn’t put coatings on the bearings,” Greco said. “But once the turbines are out of warranty, (wind-farm operators) will opt for coatings to extend the life. And so now you’re seeing a trend more where those coatings are being specified for the factory components.”
This is happening more with gearboxes, but Greco also is beginning to see coatings applied to main bearings. Black oxide (an iron oxide surface treatment originally designed as a rust preventive) is a common choice because of its lower price.
The higher performing and more expensive diamond-like-carbon (DLC) coatings are becoming more common as rolling element coatings.
Limiting these coatings to the rolling elements requires less coating material, and the practical aspect of fitting the parts into the vacuum chamber for the plasma vapor deposition coating process also comes into play. “There are other varieties of coatings, or more advanced coatings, that are being developed all the time,” Greco said, adding that his group and others at Argonne are developing various types of advanced coatings. [15]
“We’re also working on some new additives for grease,” he said. “We are currently looking at developing nanoparticle additives. There are some products already out there using nanoparticles or near nano. We find that comparing a nanoparticle versus a chemical additive, the tribofilm formation processes are different — different kinds of physics and chemistry.”
This can be leveraged to enhance the surface protection provided by the lubricant, according to Greco.
“Cost is always a factor,” he said. “And the wind-turbine industry is certainly not immune. It’s a very cost-constrained industry.”
However, he added as turbines become larger and as more turbines are installed offshore, there is a push toward longer maintenance intervals. Operators have to balance initial investment costs with ongoing operation and maintenance costs, along with the costs of transporting equipment and personnel to remote (and sometimes hazardous) locations to handle unexpected parts failures.
“The cost balance is getting more in favor of entertaining new technologies,” Greco said.
REFERENCES
Fish, G. (2020), “The development of lubricating greases for wind turbine applications,” NLGI Spokesman, 84 (1), pp. 36-45. Adapted from Fish, G. (2019), “The development of lubricating greases for wind turbine applications,” NLGI Paper #1924, 86th NLGI Annual Meeting, June 8-11, 2019.
Kaperick, J. (June 11, 2018), “Tilting at Wind Turbines: An Adventure in Lubrication,” 85th NLGI Annual Meeting, June 9-12, 2018.
National Renewable Energy Laboratory (February 2010), “Wind Turbine Micropitting Workshop: A Recap,” Shuangwen Sheng, Editor, Technical Report NREL/TP-500-46572. Available at https://www.nrel.gov/docs/fy10osti/46572.pdf.
Morales-Espejel, G.E., Lugt, P.M., et al. (2014), “Film thickness in grease lubricated slow rotating rolling bearings,” Tribology International, 74, pp. 7-19. Available at https://www.sciencedirect.com/science/article/abs/pii/S0301679X14000462?via%3Dihub.
Cen, H., Lugt, P.M., Morales-Espejel, G. (2014), “On the film thickness of grease-lubricated contacts at low speeds,” Tribology Transactions, 57 (4), pp. 668-678, DOI: 10.1080/10402004.2014.897781.
Cen, H., Lugt, P.M., Morales-Espejel, G. (2014), “Film thickness of mechanically worked lubricating grease at very low speeds,” Tribology Transactions, 57 (6), pp. 1066-1071, DOI: 10.1080/10402004.2014.933936.
Gould, B., et al. (2020, in press), “The effect of electrical current on premature failures and microstructural degradation in bearing steel,” International Journal of Fatigue.
Floating wind technology developer X1 Wind recently secured the Innovation Award at the prestigious Premios Eolo 2023, led by the Spanish Wind Energy Association (AEE).
AEE has more than 300 member companies representing more than 90 percent of the market. The Premios Eolo Awards established in 2008 recognizes contributions to promote and share the benefits that wind energy generates in society.
Its Innovation Award forms a central part of AEE and REOLTEC’s (Wind Energy Sector Technology Platform) action line, supporting innovation and development that drives international competition, market globalization, and cost optimization.
X1 Wind’s floating platform (X30) became the world’s first fully functional TLP floating wind platform and Spain’s first floating wind prototype to export electricity via a subsea cable. (Courtesy: X1 Wind)
The recent ceremony was at the Congreso Eólico Español in Madrid and attended by industry leaders, dignitaries, and politicians including Teresa Ribera, the third vice-president of Spain and minister for ecological transition and demographic challenge.
X1 Wind secured the accolade for its role leading the PivotBuoy Project, whose floating platform (X30) became the world’s first fully functional TLP (Tension-Leg Platform) floating wind platform and Spain’s first floating wind prototype to export electricity via a subsea cable.
The project focused on demonstrating the PivotBuoy mooring system configuration that combined the advantages of a SPM (single point mooring) with a small TLP mooring system. This allows the platform to reach deeper waters minimizing the footprint and impact on the seabed. Additional features of the platform include the lightweight and stable floater, which can be wet-towed by local vessels, simplifying and accelerating the installation process.
Maria Verges, X1 Wind systems engineering manager, who received the award, said the project not only validated a new structural and mooring configuration but also demonstrated its potential to significantly reduce costs within the floating wind industry.
“We’re thrilled to receive this recognition from AEE and REOLTEC on behalf of the entire X1 Wind team and the PivotBuoy Consortium, together with our extensive supply chain,” she said. “Thanks to the X1 Wind team for their commitment and dedication, which allowed the project to become a reality. We would also like to extend our gratitude to the European Commission and Spanish government for their support.
Together, we have delivered a landmark project for Spain’s floating wind sector, raising the bar and demonstrating the best of Spanish innovation and engineering capabilities. The data collected during the X30 prototype’s operation, including self-alignment, stability, and production, yielded excellent results. These findings have provided crucial insights and are now being incorporated into our ongoing commercial-scale projects.”
The U.K. government’s Department for International Trade recently recognized Nottingham-based ONYX Insight for its export strategy.
ONYX was awarded an inaugural “Made in the U.K., Sold to the World” award in the digital category. The company demonstrated how its innovative technology is used to help the wind industry work better and smarter.
ONYX Insight team photo, with the team’s “Made in the U.K., Sold to the World” award. (Courtesy: ONYX Insight)
ONYX Insight’s CEO Bruce Hall received the award from Thulani Simbani, International Trade Adviser for English Regions – The Midlands, Department for Business and Trade, at the company’s headquarters on the University of Nottingham campus.
ONYX Insight provides expert data monitoring and engineering consultancy services to those in the wind industry across the globe, in addition to research and development into new technologies and products worldwide.
“This award is a great recognition of how ONYX Insight, an SME headquartered in Nottingham, has created a world-leading predictive maintenance solution that is used by six out of the top 10 OEMs in the wind industry around the globe,” said ONYX Insight CEO Bruce Hall. “A technology solution with an engineering approach that is lowering the cost of energy, making wind energy more efficient and affordable for the world.”
Aurora Energy Services recently appointed Tom Smith as chief operating officer as it closes in on further acquisitions that will lay the foundation for establishing a 100 million pound revenue business.
Smith, the former general manager of the Mergers & Acquisitions office at the marine energy and infrastructure specialist Acteon Group, previously worked with Aurora owners Doug Duguid and Michael Buchan at EnerMech and PSL Energy Services when they grew both businesses into global concerns. Relocating from London to Aurora’s Aberdeen headquarters, Smith will be responsible for the day-to-day operations at the start-up, which has already completed two acquisitions and is near to finalizing a U.S. addition to its services portfolio. His wide-ranging experience in energy sector operations is coupled with high-level project management, business development, and commercial roles in markets across Europe, Africa, and Asia.
Aurora Energy Services CEO Doug Duguid, left, with Chief Operations Officer Tom Smith. (Courtesy: Aurora Energy Services)
Doug Duguid, Aurora chief executive officer, said Smith’s appointment would ensure the smooth integration of recent and new acquisitions, a key component of the short-term business strategy, while supporting organic growth in sustainable energy sectors.
“Tom has been in the energy industry a long time and has worked his way up the ranks, which gives him an excellent insight into running a business from the ground up,” he said.
“His wider experience in operations, mergers, and acquisitions and renewables will be a great asset as we merge our recent acquisitions and look to add more services around the world. He is pragmatic, has superb people skills, and I know from working with him over the years that he has a very good cultural understanding, which is important for managing a diverse workforce and molding the different components in to a successful customer-focused operation.”Prior to working for Acteon, Smith held a senior European business development and project management role for international strategy consultancy Calash Group and was country manager for EnerMech in South Korea.
“This is a fantastic opportunity to be involved in an energetic and ambitious business, which is focused on developing a ‘customer-focused’ reputation in the renewables and energy transition space,” Smith said. “Aurora has huge potential, and I am really looking forward to playing a key role in the company’s organic growth and international expansion.
I am passionate about developing a diverse workforce, and I am keen to bring in fresh talent to the sector who will be excited and attracted by the training and growth opportunities we offer, and who will have a clearly defined succession route throughout their careers.” The company’s business plan is to create a 100 million pound turnover international energy services provider over the next five years by providing services to the oil-and-gas sector and supporting energy transition to net-zero by targeting the wind, solar, hydrogen, carbon capture and storage, pumped hydro, and waste-to-energy sectors.
In renewables, Aurora provides services including inspection, repair and maintenance, engineering, and installation support, while its training and accreditation expertise supports experienced oil and gas workers in transitioning to renewables. Its design engineering, fabrication, and site installation capability is centered on the oil-and-gas sector but with an increasing focus on transitioning to renewables.
In 2000, the average land-based wind turbine had a hub height of 190 feet, a rotor diameter of 173 feet, and produced 900 kW of electricity. Today, those numbers have skyrocketed, with the average land-based wind turbine now standing 55 percent higher at 295 feet, using a rotor diameter more than two times as large at 410 feet and producing 3,000 kW of electricity — more than three times the amount produced 20 years ago [1]. As the height of wind turbines has grown, so has foundation size, with the average foundation volume doubling in the last 20 years.
As we continue to discover more efficient ways to harness wind’s energy, it’s imperative we continue to develop new solutions to address today’s wind-turbine challenges. One such challenge revolves around wind-turbine foundations. Foundations are critical to wind-energy facility design. Common challenges wind-energy developers face when it comes to wind-turbine foundations include wind-turbine size, site location limitations, and CO2 emissions from the cement used in concrete foundations. Here, we uncover a variety of solutions to mitigate these issues.
Wind-turbine foundations are critical to wind-energy facility design. (Courtesy: Barr Engineering Co.)
Implement an alternative foundation design
The majority of wind turbines in the U.S. today stand on a spread footing foundation consisting of cast-in-place reinforced concrete. This type of foundation relies on the strength of the concrete, the weight of the turbine, and soil backfill to provide stability and adequately transfer loads to the underlying soil and rock. An example of this can be found in Photo 1.
Photo 1: –When constructing a typical wind turbine foundation, concrete is poured over steel reinforcement before being cured and backfilled. (Courtesy: Barr Engineering Co.)
These foundations are already massive structures. As rotor diameters continue to increase and hub heights continue to rise, foundations keep getting larger to support even greater loads. But when will a wind turbine become too large for a traditional gravity-based spread footing foundation? The answer to that question will depend on a number of site-specific factors, including how much concrete can reasonably be supplied to a site at once. (See Figure 1)
Figure 1: In the past two decades, the rotor diameter and hub height of wind turbines has greatly increased, requiring an even larger foundation. In this example, a 1.5-MW wind turbine designed in 2004 requires a 50-foot foundation with a 6-foot spread footing and pedestal. In contrast, a larger 6.1-MW wind turbine designed in 2023 requires a foundation 18.5 feet larger with a spread footing and pedestal nearly double the height. In the coming decades, larger turbines will demand even larger foundations. (Courtesy: Barr Engineering Co.)
When the traditional cast-in-place reinforced-concrete foundation is not an option due to limited concrete supply, alternatives are available. These alternative foundations are based on the principle that concrete volume can be swapped out with higher strength materials and/or by using more efficient geometry.
For example, the floor of a high-rise building could be a flat, cast-in-place reinforced concrete slab. However, today, it is more common for these structures to use concrete waffle slabs or precast post-tensioned concrete due to the shortened installation time, lighter overall structure weight, and the broad industry experience with these methods.
The same concepts can be applied to a wind-turbine foundation. For instance, similar to how waffle slabs are constructed, a ribbed-style foundation (Figure 2) could be used in lieu of a typical foundation with a pedestal and spread footing; it would transfer loads from the wind-turbine tower to a central core, and then through a series of vertical ribs onto a flat bottom slab. This approach is similar to a traditional foundation but requires less concrete.
Figure 2: A ribbed-style foundation is similar to a traditional spread footing foundation, but with less concrete that can be placed in different phases. (Courtesy: Barr Engineering Co.)
Using the precast post-tensioned concrete approach, a wind-turbine foundation also can be built using concrete segments that have already been precast off-site, transported to the site, and then post-tensioned. An award-winning example of this approach can be found at the Palmers Creek Wind Farm (shown in Photo 2) in Granite Falls, Minnesota. The Palmers Creek Wind Farm was the first to implement RUTE Foundation Systems’ precast spread footing foundation for one of its wind turbines.
Photo 2: Pre-cast concrete sections are lifted into position at the Palmers Creek Wind Farm in Granite Falls, Minnesota. The sections will be post-tensioned and then backfilled before tower erection begins. (Courtesy: Barr Engineering Co.)
The technology consists of either a cast-in-place or precast reinforced concrete hub connected to multiple precast concrete box girder sections. These sections form a spread footing similar to a typical cast-in-place footing but effectively decrease the amount of concrete needed with the use of post-tensioning steel strands. RUTE received the 2019 Merit Award from the Post-Tensioning Institute (PTI) for the successful installation of the technology.
Another related question is: When will wind turbines become so large that the concentrated loads at the base of the tower become too significant for the materials that connect the tower to the foundation? An innovative approach that supports the greater demand of taller wind-turbine towers is Barr Engineering Co.’s recently U.S.-patented “clamper plate,” as shown in Figure 3. Today’s transportation constraints currently limit the diameter of wind towers, and practical limitations also exist on the diameter and strength of anchor bolts that connect the tower to the foundation.
Figure 3: Barr Engineering Co.’s U.S.-patented clamper plate attaches to the tower’s flange and allows additional anchor bolts to be installed, supporting the greater demand of taller wind turbine towers. (Courtesy: Barr Engineering Co.)
The result is larger turbines are beginning to push the practical limits on the strength of anchor bolts. As wind turbines increase in size, it is essential to improve the method of mounting the wind tower to its foundation without increasing the tower’s diameter, while making sure the diameter and grade of anchor bolts remain practical. The clamper plate attaches to the tower’s flange and allows additional anchor bolts to be installed, supporting the greater demand of taller wind-turbine towers by spreading the load to more anchor bolts.
Repower an existing site or creatively develop a new site
Reliability of wind resources varies across the U.S. Most locations with high-quality wind resources, reasonably economical geotechnical conditions, and close proximity to transmission lines have already been developed. Considering this, what are the best approaches for continued wind facility development?
One approach is to repower older facilities. This can take the form of decommissioning the existing turbines and constructing new wind turbines and foundations in the same general vicinity. This can also take the form of evaluating the existing foundations to assess their ability to support the newer and larger wind turbines. These evaluations typically include two phases: desktop studies and field assessments. In the desktop study, a strength evaluation is completed in accordance with the American Concrete Institute (ACI) 318 Standard, a calculation-based assessment of the as-built characteristics of the foundation.
The field assessment validates the desktop study findings through a variety of activities, including visual observations, performance tests, selective coring of the concrete, and structural health monitoring to collect data on the foundation’s stiffness during turbine operation. Depending on the results of these evaluations, foundations can, at times, be reused without the need for modifications. However, if this is not possible, constructed modifications (e.g., collars, extensions and/or overlays) can be made to strengthen the existing foundations to support larger turbines.
A second approach seeks out sites with high-quality wind resources that have not yet been developed due to geotechnical conditions that make foundation design more challenging. An example of this can be found at the Casselman Wind Power Project in Somerset County, Pennsylvania. Out of 23 wind turbines on the site, eight are on top of a rehabilitated surface mine. Sites that exist on top of mine spoils are highly susceptible to damaging amounts of settlement, making foundation design more complex.
The solution was the design of a micropile-supported reinforced concrete foundation that extended through the mine spoils to the underlying bedrock, as deep as 100 feet below grade, as shown in Figure 4. This innovative foundation design was recognized with the Seven Wonders of Engineering award from the Minnesota Society of Professional Engineers (MSPE).
Figure 4: A micropile-supported wind-turbine foundation mitigates the detrimental settlement effects of mine spoils. (Courtesy: Barr Engineering Co.)
Reduce concrete use and C02 emissions
The Environmental Protection Agency reported in 2019 that cement plants produced emissions of 67 million metric tons of carbon dioxide equivalents, comprising roughly 10 percent of the industrial sector’s total reported emissions [2]. Cement has been a critical part of the U.S. construction industry for one-and-a-half centuries, but its production results in a significant amount of CO2 emissions. What can be done to reduce concrete consumption?
One direct option is to use an alternative foundation approach that, by design, uses less concrete, as described earlier. This includes ribbed-style foundations and precast post-tensioned concrete segment foundations.
A second option is to use supplementary cementitious materials (SCMs) to reduce or replace the amount of cement used within concrete. A variety of SCMs exist, including fly ash, slag, and silica fume (See Figure 5).
Figure 5: Supplementary cementitious materials (SCMs) can reduce or replace the amount of cement that is used within concrete. A variety of SCMs exist, including fly ash, slag and silica fume, as shown here. (Courtesy: Barr Engineering Co.)
A third potential option — alkali-activated cements (AACs) — were recently investigated by the ACI Committee 242. These materials rely on a reaction of alkali activation to form a cement-paste solid. As the 2022 ACI AACs Report summarizes, “AACs constitute a class of materials that is suitable to use as part of a toolkit of various concrete technologies. Thus, while AACs may not be considered a direct replacement to cement or blended hydraulic cementitious materials for every application, AACs may meet or exceed economic and technical performance requirements in some applications.”
More research is needed before AACs are considered for use in wind-turbine foundations. However, a parallel technology has already been demonstrated in the wind-turbine foundation industry in years past; 20 years ago, when foundations were typically designed for 1.5-MW wind turbines, cement-based grouts were commonly used to transfer loads from the bottom of the tower to the top of the foundation.
However, today, nearly every wind-turbine foundation project uses the stronger, more efficient epoxy-based grouts for the same application.
Conclusion
The development of wind-energy facilities will continue to play a critical role in meeting legislative and societal goals for renewable energy.
However, a wind turbine is only as strong as its base. As wind-turbine technology advances, innovative foundation approaches will be necessary. The good news is a variety of solutions are available for today’s common wind-turbine foundation challenges, with more solutions on the horizon.
Global Wind Service, a leading provider of wind-turbine installation and service, recently announced the appointment of new Chief Operating Officer Nina H. Jensen.
Jensen will be responsible for overseeing the day-to-day operations of Global Wind Service and driving the company’s strategic growth initiatives within operation. She has a background in mechanical engineering supplemented with further education within business management.
Nina Jensen will be responsible driving the GWS’s strategic growth initiatives within operation. (Courtesy: Global Wind Service)
With more than two decades of experience in the oil and gas sector, she has a deep understanding of complex operational environments and a proven track record in managing large-scale projects; 14 years of her career has been within operations outside of Denmark in Qatar, Abu Dhabi, and most recently in Italy.
Her expertise in optimizing processes, ensuring operational efficiency, and delivering exceptional results will be instrumental in advancing GWS’s commitment to providing wind-turbine installation and service solutions with the highest focus on safety, quality, and efficiency.
“I am very excited to join Global Wind Service and step into the renewables field,” Jensen said. “I look very much forward to continue the development of GWS’s operations and become part of their incredible team. They have an amazing team spirit and energy, which fits perfectly to me both on a professional and personal level.”
“We are thrilled to welcome Nina to our executive team,” said Michael Høj Olsen, CEO of Global Wind Service. “I am confident that Nina’s knowledge and leadership experience from oil and gas will greatly benefit our organization as we continue to expand our presence in the renewable energy market. Of course, oil and gas and wind are two very different things, but many things, processes, and ways of thinking about operations, safety, and more most certainly resemble one another in many ways.”
The appointment of Nina H. Jensen reflects Global Wind Service’s commitment to attracting top talent with diverse backgrounds and industry expertise. By leveraging her experience, the company aims to drive innovation, operational excellence, and superior customer service across all areas of its business.
























 Multi-year Collaboration
Multi-year Collaboration