Despite the location, Vestas is more than equipped to deal with the various challenges associated with remote sites for wind farms, as the following two case studies will attest.
The first, in Arga, Portugal, involved considerations including protecting plants, bats, and wild horses on this beautiful and isolated mountain site where winding roads posed transport challenges for V90–3.0 MW turbines.
The second, in Aapua, Sweden—where temperatures fall as low as -40ºC—made great demands on employees, materials, and planning when Vestas established the most northerly wind power plant in the country.
Case Study #1: Arga, Portugal
How to build a wind power plant with the minimum of disturbance to plants and wildlife was the main challenge facing Vestas and its customer EEVM at the Arga site in northern Portugal. The mountain known as Serra d’Arga overlooks the valley of the river Minho—which forms the border with Spain—to the north and the Atlantic Ocean to the east. The area is home to protected species of plants, birds and bats, semi-wild horses, and until recently the near-extinct Iberian wolf.
But stringent rules on habitat protection did nothing to dampen enthusiasm for the new wind power plant. At an altitude of nearly 800 m the site has excellent wind conditions for the 12 V90–3.0 MW turbines, and local support was strong. Rural incomes are hard to come by, and the once-forested hillsides are now largely bare, supporting only a few grazing animals. As a result, the local municipality has become an enthusiastic shareholder in the project.
Vestas built the Arga plant on a turnkey basis and handed it over to EEVM at the end of June 2006. Since then it has performed well. “There were some delays at the start of the negotiation process,” says EEVM managing director José Miguel Oliveira, “but once the project was under way we had a very good, close, and professional collaboration with Vestas. And we are very pleased with the V90–3.0 MW turbines.”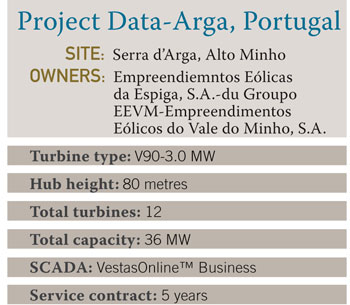
Planning for Growth
Following recent legislative changes, wind power in Portugal is now expanding rapidly, and the situation in the Minho region reflects this. Before Arga EEVM (Empreendimentos Eólicos do Vale do Minho, S.A.) had already built two small wind power plants of 6 MW and 10 MW, respectively, in the area. The 36 MW Arga project expands this total considerably, but EEVM has even bigger things in mind. The company’s 240 MW Alto Minho wind power plant, which was scheduled for completion in 2009, will span five sites across four municipalities. EEVM is not short of backing since its main shareholder is SIIF Energies, utility giant EdF, and also the Spanish company Endesa through its local company Finerge.
Due to the nature of the Arga site, the planning authorities restricted EEVM to 12 turbines. In situations like this, Vestas project manager João Salinas de Moura points out, it’s especially important to get the most output from each turbine. “We were the only supplier offering a 3-MW turbine,” he says, “so that counted in our favor.”
EEVM had not worked with Vestas before, and the decision to use the V90–3.0 MW turbine—still quite new at the time the project was being planned, in mid-2004—required care, says José Miguel Oliveira. “We spoke to other people who were using the V90 and found that it was very well received in Portugal. The figures from Vestas were also very persuasive. So we decided to go with the V90, and we have not regretted it.” The two companies signed a contract in March 2005.
Site Challenges
The first task, handled by another contractor, was to build 9 km of road: 6 km from the nearest existing road up to the site entrance, and a further 3 km within the site itself. The main entrance is at an altitude of 500 m, and the highest point of the site is at 780 m. Once the roads were completed, in August, Vestas started site work.
The turbine foundations were laid out in a main line of nine and a smaller line of three, and a location for the substation was prepared in the middle of the site. “This is a rocky site, so the foundations were not always easy,” says João Salinas de Moura.
Later in the project, the steep and twisty nature of the local roads were to provide another challenge. “Transporting the 44 m-long blades was a little slower than we had forecast,” João Salinas de Moura admits. “We are talking about two hours to cover 12 km, with lots of tight bends and some narrow bridges. But we managed it all without serious problems.”
Toward the end of the year, winter mountain weather caused some minor delays. Then the real problem started when Vestas discovered a problem with the concrete used for four of the foundations. Work stopped through most of December and right through to March while all the foundations were investigated and a new sub-supplier replaced the defective concrete. “That was a good test for everyone,” says José Miguel Oliveira. “If we hadn’t had such a good relationship with Vestas it could have been a lot more difficult.”
The concrete problem was fixed, and work resumed at such a pace that Vestas was able to complete the project a few weeks ahead of the original schedule. The first turbines were connected in April 2006, and all commissioning was finished in June.
Environmental Protection
Right from the design stage, environmental and planning rules played an important part in the Arga project. The local wildlife and especially vegetation is uniquely adapted to the Atlantic climate, and this threatened ecosystem is scheduled by the European Union as a “Natura 2000” site.
As well as limiting the number of turbines, the planners specified that no part of the turbines should be visible from a nearby monastery that is visited by tourists and pilgrims. “It was quite challenging to make sure that not even the blade tips were visible,” says João Salinas de Moura.
To reduce disturbance to wildlife, the planning authorities specified that the working day should start only an hour after sunrise and finish an hour before sunset. The site roads were also designed with the movements of the local wild horses in mind. “While the construction work was going on, the horses stayed well clear of the site,” says João Salinas de Moura, “but now it’s not unusual to see a group of them in the shade of a turbine tower.”
Building new roads on the mountain has also brought a potential problem with tourists, José Miguel Oliveira says: “Now everyone wants to visit the wind farm, and for the first time at one of our sites we have had to put vehicle barriers on the roads. But we welcome visitors on foot, and we will create an information point and trails for walkers.”
The Arga project showed how it is possible to build an efficient wind power plant on a small site under challenging access conditions, and with the minimum of disturbance to the local environment. It also said a good deal about the working environment between EEVM and Vestas. “EEVM is a very technically competent client with a ‘hands-on’ approach,” says João Salinas de Moura. “When we finished erecting the last turbine at 3:00 a.m., the client’s representatives were still there. EEVM is always asking questions, so we could not possibly mislead them. Throughout the project they were very understanding and cooperative. It was real teamwork.”
Case Study #2: Aapua, Sweden
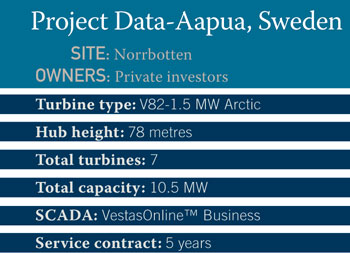
In summer the sun shines 24/7 on the little town of Aapua in Norrbotten in Northern Sweden. In autumn, however, when the nights start drawing in, the local population begins to prepare for a dark polar winter where temperatures below -30ºC are not uncommon. Nevertheless, these Arctic conditions did not stop the completion of the most northerly wind power plant in Sweden that, since autumn 2005, has been supplying electricity from its location on Etu Mountain, not far from Aapua.
“We had little time to carry out the work at the site on account of the long, hard winter. But we managed it, thanks to hard work and good collaboration from everyone involved in the project, including our subcontractors,” says Anders Rylin, sales manager at Vestas Sweden.
The Aapua wind farm consists of seven Vestas V82-1.5 MW Arctic turbines. Fitted with special features such as a heated anemometer, wind vane, and nacelle, the turbines have the capacity to generate electricity in the demanding conditions of the long polar night. “Even though winter was particularly hard in Aapua this year, the production figures from the turbines are looking good. In fact, they exceed even our expectations,” says Maria Tevell, one of the 14 private investors who own the wind power plant.
The other owners signed the contract in October 2004 as the winter darkness gently settled over Northern Sweden. Once the contract was signed, it was time to start the preparatory work intended to ensure that it was possible to complete the erection work at the site during the short summer.
Midnight Sun
One of the first tasks was to lay a road to the site at the top of Etu Mountain (440 metres above sea level) near the town of Aapua. The company Stenger & Ibsen Construction A/S was awarded the contract to establish a 2.7 km access road to the site and lay the foundations for the seven turbines. However, the work had to wait until winter had loosened its icy grip.
“The ground was frozen solid, which meant that it was not drained. Therefore, we could not start work in the area until the end of May. As we had to be finished by the middle of June, we were working to a very tight timetable. Fortunately, the sun was up 24 hours a day, and we made good use of it,” says Johan Stenger, director, with regard to the impressive efforts that resulted in both the road and the seven foundations being ready on time.
As soon as the road and foundations were in place, the turbine components began to stream to the site. The delivery route involved transport by ship from production facilities in Denmark and Great Britain and then a 200 km journey along the roads from Luleå harbour. The erection process went according to plan, and in September 2005 all turbines were in place, connected to the grid and working to repay the owners’ investment in the project.
One of these owners is Maria Tevell, who runs a farm on the Swedish island of Gotland. Wind power is not a new concept for Maria, as since 1994 she has owned a V29 Vestas turbine that generates power on her farm. When the opportunity to invest in a new project presented itself, she was quick to take it.
“Our turbine here on Gotland has run very well ever since it was installed, and when you know a company and are satisfied with its products, you stick with it,” she says. The performance of the new turbines in Aapua during their first few months of operation has certainly not disappointed Maria Tevell or the other owners.
“The past winter was very hard around here,” says Anders Rylin, sales manager. “The temperatures in town dropped to around – 40ºC, but the turbines still returned good results.”
Open Process
Throughout the project, Vestas has worked closely with the Swedish company Siral which was responsible, for example, for selling the shares in the project and for the day-to-day contact with customers during the process.
“Investors are naturally very interested in following the project closely,” according to Thomas Sirland, director. “They want to know that it is on schedule, and they want to be familiar with the product they are investing in. Here in Aapua we have had the chance to follow the construction very closely, which meant that we could provide our customers with the information they wanted. In addition, those investors who wished to do so visited the site while the work was underway to have a firsthand look at the turbines themselves. In my opinion, the investors were very satisfied with the insight they built up as the project progressed, which meant that they could be sure that the work was keeping to the schedule.”
After the completion of the wind farm, investors could still keep a close eye on the turbines. VestasOnline™ Business, the control and monitoring system, makes it possible to use a computer with an Internet connection to keep track of production from the wind power plant as a whole and from individual turbines. In addition, Siral monitors production on behalf of the customers and keeps individual investors up-to-date.
However, the investors are not the only ones to receive returns on the power generated by the wind power plant. Every year the local community receives a cash dividend defined by production. The wind power plant—which was officially opened in March 2006 by Lena Sommestad, the Swedish Minister for the Environment—contributes more than 40 percent of the total electricity consumption of the municipality.
Conclusion: Proven Performance
Wind power plants require substantial investments, and the process can be very complex. To assist in the evaluation and purchasing process Vestas has identified four factors that are critical to wind turbine quality: energy production, operational availability, power quality, and sound level. We spend long months testing and documenting these performance areas for all Vestas turbines. When we are finally satisfied we ask an independent testing organization to verify the results—a practice we refer to as Proven Performance. Contact us to learn more today.






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}