













It is no secret that the wind-turbine market is growing. Seen by many as the long-term answer to the future of power generation, the sector is expected to grow at a CAGR of more than 10 percent during the forecast period 2020-2025, according to Mordor Intelligence.
However, this renewable energy source still faces stiff competition for electricity sales. Fossil-fueled power generation is still typically the most cost-competitive way to generate electricity, while other renewable energies such as solar and hydro power are also rapidly advancing and driving costs down.
For wind-turbine operators, the challenge is clear — costs must be driven down wherever possible to ensure they can continue to have a part to play in future energy generation.
One such area where costs can quickly add up is in the repair and maintenance of the generators. This is especially the case in the bearing journals of the turbine and the slip rings that transfer the current from the rotors to the generator, where wear and tear happens daily.

When Bearing Seats and Slip Rings Wear
In wind-turbine generators — or any generators or rotating machinery for that matter — wear often occurs in the rotating parts of the machine. In the specific example of bearing seats, over time the seat and the bearing ring can wear due to creep and/or fretting. They also can deteriorate from corrosive substances in the air, for example sea salt on offshore wind farms.
As the shaft and the bearing ring wear, tolerances increase, and the bearing fit continues to loosen. Over time, this can lead to increased vibrations, further exacerbating the problem and, in extreme cases, cause bearing-ring failure and bearing seizure. When this happens, the shaft and bearing are likely to be a complete loss and must be replaced at great cost. There’s also the cost of lost production due to the unexpected downtime and emergency swap-out of the generator.
It is therefore of great importance that even small signs of wear on bearing seats get addressed by cleaning up the worn area and building the bearing seat on the shaft back up to original specifications. Ideally, this will be done during periodic maintenance cycles.
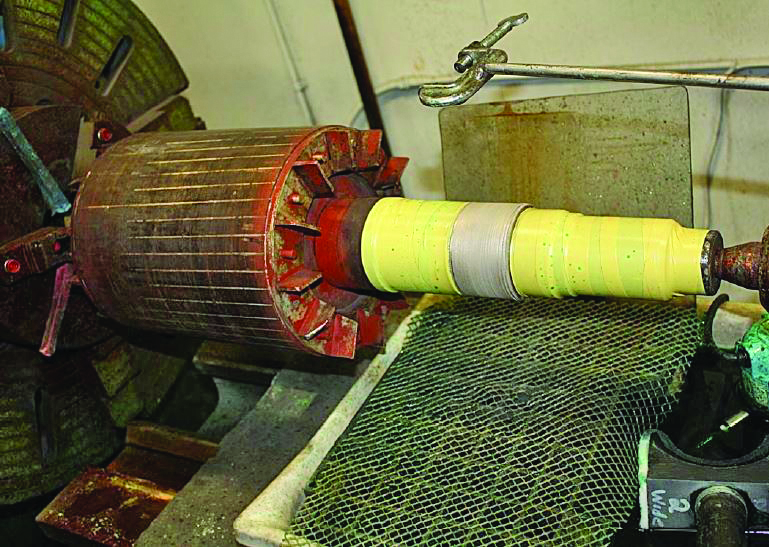
Other components subject to wear and requiring periodic maintenance and refurbishment are slip rings. Wear is caused by the mechanical action of brushes on the rings, often made worse by micro and macro particles. If oil or lubricant gets on the surface, these particles can create a highly efficient grinding paste that wears down the surface of the ring. Another important wear mechanism present in slip rings is electrical discharge from the rotor currents they collect that can create grooves in the rings.
The slip rings themselves are usually made from copper and frequently plated with silver to improve conductivity. As the rotor of the turbine generator spins, the electrical current produced is conducted through the rotating slip ring to a set of carbon brushes. Typically, these brushes are held in optimum position by static brush holders with springs that allow them to move and stay in contact with the slip ring.
However, when these brushes lose contact with the slip ring, it causes electrical discharges, which then damage the rings. Known as “friction chatter,” this loss of contact between the brush and slip ring interface leads to arcing, which first strips away the silver plating on the rings, and then the copper underneath it.
Once this occurs, not only does conductivity between the rotor and the slip ring lose effectiveness, causing the efficiency of the power transmission system to suffer, but the slip rings also will be damaged.
Repair and Renew with Selective Electroplating
Thankfully, spotting the signs of wear-and-tear is becoming easier and easier. Advanced diagnostic equipment such as sensors and computer modeling, along with preventative maintenance procedures, can usually stop components from getting damaged beyond repair.
Once wear is spotted, it then becomes a choice of what restoration method to choose. For bearing seats and slip rings, selective electroplating is a proven, efficient, and economical way of performing these repairs.
Also known as brush plating, this surface treatment technology, such as the industry leading SIFCO Process®, is a portable plating method used to enhance, repair, and refurbish localized areas on manufactured components.
The process uses fundamental electrochemical principles. An electrolyte solution, which contains ions of the metal to be deposited, is introduced between the negatively charged part to be plated and the positively charged plating tool or anode. A portable powerpack provides the required direct current and allows precise control of amperage, voltage, and plating time for high quality and accurate plating results.
The circuit is completed when the anode touches the surface of the part to be plated. A suitable wrap around the tool provides a reservoir to evenly distribute the electrolyte. The current causes the metal ions in the electrolyte to bond with the surface of the part and build up the plating layer.
Compared to alternative methods of repair available, selective electroplating has a number of key advantages.

Less Preparation and Machining
The first of those advantages is in preparation of the components for repair. Selective electroplating is a precisely targeted approach to repairing a damaged area. Preparation of the area to be plated requires minimal pre-plate machining. All that is needed is to clean up any corroded, fretted, or otherwise mechanically damaged area in order to have a smooth starting area.
In fact, the less material is removed the better and the quicker the repair can be completed. Slip rings frequently require no machining but can be prepared by manual smoothing. Because selective plating is precise, minimal masking also is required. Repairs are targeted only at the worn areas, making brush plating also highly suitable for repairing small slip rings or grooves as small as a 1/4-inch in width and depth.
With alternative repair procedures such as welding and thermal spray, much larger amounts of the original material need to be machined away. This is so they can provide sufficient final-layer thickness to give the repair enough strength and provide reasonable adhesion. Not only does this take more time during the preparation phase, but it can lead to other issues as well.
High Strength, Durability, and Bonds
For bearing seats in particular, which are subjected to high loads, these other issues can include fundamental changes to the original component’s specification and properties that can create structural weaknesses.
Selective electroplating overcomes these issues as technicians can build the bearing seats and slip rings back to nominal specification by adding only minimal plating thickness that also has excellent adhesion. Using a metal plating like nickel, hardness and toughness can be tailored to meet the requirements of the original component.
This means the component performs as it is expected to, if not better. With other methods, due to the way they can change the metallurgy or because of how much of the original component is machined off, a suitable repair may not be feasible without introducing risks of stress fractures or cracks when under operation.
As well as no loss of structural integrity, selective electroplating also creates a bond on the atomic level much stronger than the mechanical bond that thermal spray relies on. The atomic bond of selective plating with the SIFCO Process® is resistant to cyclical temperature fluctuations and direct impact. The dense, non-porous structure achieved with selective plating provides excellent corrosion protection, frequently surpassing that of the original base material, making it much more durable.
Tests run in accordance with ASTM C633‑13 on the SIFCO Process® show that two commonly used nickel deposits had a bond strength exceeding the strength of the bonding agent used in the test.
Little to No Post-Repair Processes
Selective plating is done at or near room temperature and, unlike welding, does not change the metallurgical structure of the base material. Therefore, selective plating requires no post plating heat treatment to restore the original properties of the base material.
Welding and thermal spray also deposit thick coatings that always require post-plating machining to bring the part back to specified dimensions. In many cases, selective plating can bring a part back to original dimensions without the need for post-plating machining, or it only requires minimal machining. In the case of slip rings, light hand sanding to create the desired surface finish can suffice.
Another advantage of selective plating is different materials can be seamlessly deposited one on top of the other. An example of this is if a slip ring is badly worn beyond the original silver layer and into the underlying copper. Selective electroplating allows technicians to first build the copper back up to the dimensional specification and then add the silver for enhanced conductivity and lubricity on top of the copper, all in the same plating session.
Why Not Go Tank Plating?
Electroplating can also be achieved by the process of tank plating, which is based on the same electrochemical principles as selective plating.
Unlike the SIFCO® process, which uses a minimal amount of electrolyte to target the repair to precise areas, tank plating involves completely submerging the part to be repaired in a tank of solution to electroplate them.
This requires extensive masking of that component so areas that do not need to be plated are not affected. In the case of most repairs, the area requiring plating is relatively small compared to the overall part. Masking most of a part is time-consuming and costly.
Plating time is also much longer and more expensive with tank plating in comparison to selective electroplating. This is because of the way the two methods differ during the exchange of electrolyte solution.
Due to the brushing action of selective plating, this disturbs the boundary layer in the electrolyte during plating. This then ensures a good exchange of fresh electrolyte solution continuously reaches the surface of the part, and metal content of selective plating electrolytes can be higher than in those used for tank plating. These are two of the factors that result in plating rates that can be 50 times higher than in a tank.
Environmentally speaking, brush plating is also much friendlier. Unlike tank plating, brush plating uses only small amounts of electrolytes. This results in less evaporative loss and less waste.
Brush plating equipment is small, lightweight, and portable. This allows the process to come to the part, eliminating the need to ship a large part to a specialist plating house. This saves time and shipping cost, which with the typical size of components in the power generation industry, can be significant. SIFCO ASC has even performed up-tower repairs. When talking about generator components, in most cases they are usually too large to fit into a tank typically used for tank plating, thus eliminating tank plating as an option altogether.
All of this means that selective plating tends to be the more cost-effective and viable of the two electroplating methods.
Selective Plating Can Change the Future Of Wind
While there are continuous calls to use renewable-energy sources to fuel power generation, this can only be achieved if it is economical to do so.
For wind-farm operators, this ultimately means they must continue to find ways of bringing expenses down, whether that is from initial installation, operation, maintenance and servicing, or otherwise.
Brush plating presents operators with the answer to two common wear issues seen in wind-turbine generators, bearing seat damage, and slip ring wear. By being able to repair and build the thickness of these components back to specification in a fast and economical way, they become longer lasting, and capital outlay is reduced by not having to replace parts.
In one small way, this can help bring about the winds of change, and lead to a future where wind power leads the way to a world powered by clean energy.









{kind=link}