More than 80 percent of the ocean resource potential is in deep water. That is ideal for floating offshore wind power. This power is located high up for strong and consistent wind. The proven spar buoy will allow offshore wind to exploit these inexhaustible wind resources. Exponential growth in floating, deep water, far-out offshore wind is happening now worldwide. This spar buoys’ large potential, in the near term, is in Europe, Asia, and the Americas. It is the next big wave of renewable energy. The concrete spar buoy (CSB) will provide the potential for increase standardization in concrete floating turbine foundations throughout the world. The CSP will be a valuable floating foundation component in offshore wind.
European spar buoy construction and deployment
To date, the successful spar buoy in European waters is manufactured in steel. With a diameter of 49 feet and a length of 295 feet, there are only one or two plants that large enough with the crane capacity, height, and length to produce it. At approximately 8,000 tons, it is difficult to move to nearby water. Here, it is lifted with high capacity cranes on to a specially designed ship. At its destination, the ship is designed to take on water until the spar buoy floats free. After a horizontal tow out to sufficient water depth, it is upended with controlled water ballast placement.
At this stage, the permanent ballast is placed from a hopper barge. Next, with two of the largest floating cranes in any one country, the fully assembled wind turbine is lifted off the harbor’s nearby quay and towed out to the spar buoy. After placement on the spar buoy and the temporary ballast water continues to be pumped out, it is then ready for tow out to the wind farm.
Crane mast drawing. (Courtesy: Andy Filak)
Concrete spar buoy concept
To date, no one has designed a concrete spar buoy that has been constructed and deployed. To highlight some of the problems, it not always the design, but the constructability or a poor choice of materials.
First, there is no need for a plant to produce the spar buoy or its turbine mast components. The spar buoy will be constructed in a dry dock and the mast components at a quay in the same harbor. The crew’s skill requirements can come from local trades. The spar buoy, after float out from the dry dock, will be towed horizontally to a deployment way point. This is a site that has sufficient depth to invert the spa buoy to vertical position with water ballast. An ocean-going deck badge will be waiting at the way-point site to install the fixed ballast off its one end and install all the wind-turbine components off the other.
This is accomplished by a heavy lift company out of Europe, where its crane sets and climbs the mast sections it is setting. It then sets the nacelle and blades. For the heavier 10- and 12-MW turbines, two cranes will be required, climbing the concrete mast sections on the 3 and 9 o’clock sides.
Spar buoy construction
The concept for constructability was developed by adding eight four-foot flats (like a polygon) to the circular shape. This, in turn, developed an efficient construction formwork and sequence. This sequence required a balance of well-designed crane placed formwork, rebar, and concrete mix design, as well as addressing the safety issues in handling each. A dry dock will be required to build the CSB, of which there are many with enough depth and width to build two at a time. The first operation will be to pour a waste concrete soffit. This will act as both the parting surface for the float out of the completed CSB and the non-formwork casting surface of the bottom four-foot increment of the eight-sided octagon. All of the formwork components will have permanent hand rails and walkways built in as part of its design.
The first formwork component to be set will be the spar bottom or end plate. This form is in two parts: a 24-foot-deep by 48-foot-wide bottom half and top half. It is both the casting form for the spars’ bottom plate and support for the void forms in the first 25-foot long section of the spar. This section has two half bottom sections that are 24 feet, 4 inches deep and 25-foot-long right and left sections and four collapsible void forms with a void form support. The void forms are placed with a crane-handled balanced pick caddy.
Before the void forms are placed on the rodbuster, the crew will place and tie the preformed and pre-tied rebar skeleton. Next, the concrete placing, vibrator, and finishing crew will pour the concrete special mix design. The following day, the same procedure will take place on the top 23 feet, 8 inches of the spar buoy. This is a capsulated view of the construction.
A concrete spar buoy concept drawing. (Courtesy: Andy Filak)
Materials for the spar buoy and turbine mast components
The revolution in materials is the basis of this new concept. In existing marina concrete structures, the greatest threat is water, either fresh or salt. Through time, water penetrates into concrete through unseen cracks and the natural porosity and rusts the rebar skeleton. Even protected rebar has coating failures and deterioration that eventually causes the steel to fail.
Seawater also directly attacks the chemistry of ordinary Portland cement (OPC), causing rapid failure. What causes the OPC binder to fail at sea is the high percentage of calcium compounds (approximately 79 percent) that comes under attack by the sulphur compounds in seawater. This rots the concrete. The binder, in a concrete mix design, can occupy up to 20 percent of the mass of the concrete. Replacing the OPC in the concrete mix design with a geopolymer binder will foil this degradation scenario by minimizing the calcium compound in its chemical composition.
The geopolymer cement binder is made up of four inexpensive and widely available components: type 2 fly ash, fresh water, waterglass (sodium-silicate), and lye (sodium hydroxide). With the type 2 slag fly ash, the binder can have as little as 2 percent calcium, producing a saltwater-resistant material. Geopolymer cement binders are used commercially elsewhere in the world due to their superior performance to OPC binders. In general, these cements are stronger and both fireproof and waterproof. They bond well to most materials, have minimal expansion or contraction, are formable, and are resistant to salt, acids, and alkalis. The production process for producing geopolymers has an approximately 80 percent smaller carbon footprint than OPC.
To replace the steel rebar, a nonmetallic bar made from readily available basalt is used for reinforcement. Basalt stone (the generic term for solidified volcanic rock) is found all over the Earth and is a key component enabling the hundred-year durability of the polygon-16 spar buoy structure. The basalt stone, when heated to a temperature of 1,800 degrees, turns to a liquid that is run through a palladium die that produces soft flexible threads.
The threads are laid in parallel and locked together with an epoxy, producing basalt rebar — a water proof, chemical-resistant, fireproof material with a tensile strength several times stronger than steel. The geopolymer binder in the concrete binds to the basalt rebar on a chemical level in addition to the mechanical bond. The basalt bar is extremely light and also fairly flexible, lending to easy placement in the structure. Cut basalt fiber additives, much like nylon fiber, also are used in the mix design for added strength. The substructure will have a minimum of a 100-year life due to the low porosity, high strength, and cure technology found in the geopolymer binder in the concrete mix design.
Concrete mix design and placement
The spar buoy showing its position in the water. (Courtesy: Andy Filak)
The key to the constructability of the CSB is the mix design. It has to be efficient to wet out and bind to the rebar with no air pockets. Part of this will be achieved through the discipline of the vibration crew. The other is the mix design itself. Geopolymer cement (the paste) has a high viscosity. To achieve its workability, its placement will need super-plasticizers. All are now designed for OPC binders. New hybrid super-plasticizers have been designed for geopolymer cement (binder) using rice husk and an alkaline that makes it possible to achieve the viscosity for placing the mix into the formwork.
The geopolymer cement (binder) will make up 20 percent of the mix. The rest will be measured granite saw dust as a replacement for the silica sand. This will have beneficial effects on the composite strength, split tensile strength, as well as the modulus of elasticity. The specific gravity of the silica sand is 2.83 whereas the granite is 2.65 to 2.85. The preference for granite is its strength and porosity, which is 0.25 percent. The porosity of the silica sand is 25 to 30 percent and holds unwanted water in the mix design. The other aggregates will be fine (1/4”) cut basalt fiber (stone) and crushed granite (3/16”). This mix design can be fine-tuned to achieve high strength and density.
The estimated time to construct one complete CPSB is estimated at 102 days and down line at 68 days. This time frame is based on fabricating two spars at the same time (in the dry dock) to balance trades and utilization of hook time.
Conclusion
The geopolymer (binder) and the basalt rebar (stone) is substantially lighter (less rebar weight and cover requirement) than OPC structures. This polygon-16 spar buoy is designed to withstand the sea state and its wave heights of 50 feet for more than a hundred years minimum. It has a unique feature in its “Moon Pool.” This adds more than 45 tons of seawater mass to the spar buoy without increasing it displacement. The “Moon Pool” is the result of both Formwork and structural requirements.
With a capacity of 110,000 pounds in 12 feet and many operator-friendly features, the Low-Profile Hydraulic Detachable Gooseneck (HDG) trailer is ideal for adaptable hauling in commercial and construction applications. (Courtesy: XL Specialized Trailers)
XL Specialized Trailers is releasing a newly designed Low-Profile Hydraulic Detachable Gooseneck (HDG) trailer to its lineup. The trailer offers a loaded deck height of only 15 inches.
With a capacity of 110,000 pounds in 12 feet and many operator-friendly features, the unit is ideal for adaptable hauling in commercial and construction applications. The 13-foot gooseneck has a swing clearance of 110 inches, and the relief cut out in the gooseneck provides additional space between the truck and trailer.
The hydraulic neck detaches and re-attaches quickly using a power unit or a wet kit. The redesigned sloped nose of the gooseneck protects the air and electric connections from damage.
Additionally, a new front access panel in the base of the gooseneck allows for easy engine maintenance. The neck also offers a five-position ride height. Based on neck position and load, the deck can be leveled as needed with the adjustable wheel area ride height. A work light in the upper deck increases visibility when monitoring the load at night.
With the 15-inch deck height and 4.5-inch ground clearance, this flat deck lowboy can accommodate loads that may otherwise require a dropside trailer. The new three-beam deck design offers an improved strength-to-weight ratio, keeping drivers’ payload possibilities high.
The Low-Profile HDG offers enhanced main deck features. The bucket well in the rear provides an area for an excavator bucket to ride safely and a toolbox at the front serves as a storage space. The main deck offers many tie-down points with seven pairs of bent d-rings along the outer beams, 12 chain drops per side on the outer rails, four chain drops around the toolbox, and swing out outriggers on 24-inch centers.
The wheel area’s drop bolster height of 37 inches allows for machinery to be loaded on the rear. To decrease wear on the tires, the third axle airlift can lift up when it is not needed. The notched-out tail channel allows easy access to controls at the rear, and the air control valve is conveniently located in the bolster. Additionally, the frame of the XL Low-Profile HDG is prepped for a flip axle, allowing drivers to add a fourth axle when necessary. Bolt-on wheel covers are available for driving or parking.
The borescopes allow students to use modern remote visual inspection techniques to learn how wind-generation equipment works. (Courtesy: NextEra)
Northeastern Junior College’s Wind Technology program has received a pair of borescopes donated by NextEra Energy Resources, one of the largest energy generation companies in the United States.
The borescopes, each valued in the thousands of dollars, allow Northeastern students to use modern remote visual inspection techniques to learn how wind-generation equipment works, said Jim Lenzen, assistant director of renewable energy at Northeastern.
“This generous donation by NextEra not only enables us to improve our students’ learning experience, it will make it much safer to learn how to perform wind equipment diagnostics,” Lenzen said. “We won’t have to tear down and reassemble defective components each semester, which allows us more time to focus on other hands-on learning experiences.”
A typical borescope is a device with a tiny camera and light source at the end of a long flexible thin probe. It is designed to gain visibility into otherwise hard-to-access spaces. Operators can manipulate the camera remotely via manual or electronic controls. Just as a physician uses an endoscope to peer into areas of the body for signs of injury or infection without major surgery, a borescope is used by wind-generation maintenance technicians to inspect the insides of gearboxes for defects or extensive wear, such as cracks in gear teeth, breaks and wear patterns, and pits in bearings. Borescopes capture pictures and information during inspections that can be logged and sent to a team of engineers for further analysis in a process known as preventative maintenance. The borescopes donated to Northeastern by NextEra are equipped with the same types of cameras used in real-world wind industry applications.
NextEra operates a large wind farm near Peetz, Colorado, where a number of Northeastern alumni work as maintenance technicians.
“This is a win-win for us to have NextEra as an industry partner,” Lenzen said. “The folks we work with appreciate the dedicated, hands-on program we offer students here and see the benefit of hiring technicians experienced at using the donated equipment NextEra also uses in its day-to-day operations.”
NextEra spokesperson Roxanne Reyes said the company is proud to be part of the Logan County, Colorado, community.
“Since 2007 we’ve operated the Logan Wind Energy Center, a 201-MW wind site that brings clean and reliable energy to the Centennial State,” she said. “Our partnership with Northeastern Junior College is mutually beneficial, and the program has our continued support for its efforts to teach the next generation of wind technicians in this rapidly-growing field of renewable energy.”
After several years of steady decline in onshore wind turbine prices globally, projects that are expected to be completed in 2021 — 22 are set to drive some modest price increases into the global market.
The global market has seen a weighted average 6.41 percent per year reduction in prices over the past five-year period, but IntelStor’s Wind Turbine Price Index indicates the weighted average wind turbine price will increase 1.7 percent in 2020 to $1.11 million per MW and another 3.15 percent in 2021 to $1.15 million per MW.
There is the potential for another increase of 10 percent leading toward 2022, but many projects that are scheduled for completion that year have yet to be confirmed and reach their final investment decision.
These increases are a result of a combination of factors including some commodity cost increases, tariffs on some major components such as permanent magnets and wind-turbine towers, as well as a perceived reduction in the number of wind-turbine suppliers as Senvion’s likely market exit looms.
Globally, the cost of towers is seeing an increase weighed down by import tariffs in the United States from several Asian countries. Additionally, permanent magnet costs have increased recently thanks to China withholding some supply to western markets as part of the ongoing trade dispute with the United States.
The Americas region will see some of the lowest prices globally, bottoming out at just more than $550,000 per MW in Brazil for a few projects. Contrary to popular belief, the Asia Pacific region will not be the lowest prices in the world, but they will see prices ranging mainly from $1 million per MW to $1.68 million per MW with a few outliers.
Africa and the Middle Eastern region will see some reductions from years past with the bulk of their projects coming in at $1 million per MW to $1.25 million per MW. Europe will remain soft compared to the rest of the world with most onshore wind farm project sites at between $750,000 per MW up to $1.1 million per MW.
Companies that have a lower overall turbine price and more margin flexibility relative to their bill of materials cost are able to build projects further away from load centers where wind resource may be better. The extra cost is absorbed in the transmission and distribution system to evacuate the power to the load centers.
New transmission capacity is being installed in 77 active wind-energy markets around the world within the next five years, which should make project CapEx costs and the corresponding turbine prices gain more bang for their bucks. Additional power evacuation capacity provides price stability by ensuring there is sufficient interconnection available for projects. This means more of the project CapEx allocation can go to turbine price as well as OpEx costs.
Nevertheless, some wind turbine OEMs are still using a lower turbine price as leverage in their commercial negotiations to obtain more favorable rates on their long-term service contracts.
All-Test Pro, LLC recently announced a new series of Motor Circuit AnalysisTM (MCATM) instruments that deliver a total view into the condition of an electric motor, transformer, or generator. They represent the seventh generation in product innovation that ensures the reliability of motors in the field and helps to maximize the productivity of maintenance teams everywhere.
All-Test Pro has provided many industries with the most advanced handheld, battery-operated predictive maintenance testing and troubleshooting instruments for AC and DC motors, transformers, and generators since 1985.
“Managers and engineers responsible for the reliability of motors will appreciate the enhancements we added because it empowers their technicians to efficiently and accurately evaluate motors in the field or on the shop floor; thereby, improving motor reliability, increasing technician and asset productivity, and reducing energy consumption,”said ALL-TEST Pro’s CEO.
All-Test Pro Motor Circuit Analysis (MCA) instruments are based on proven electrical theory. MCA is a deenergized, non-destructive testing method to assess the complete electrical health of a motor.
All-Test Pro has been offering a full line of testing instruments, software, accessories and training programs to perform advanced non-destructive motor testing and analysis for both deenergized motor circuit analysis and energized electrical signature and power analysis for more than 30 years.
Construction and assembly of the more than 2,000-metric-ton structure took place as planned at the Navantia-Fene shipyard. (Courtesy: ALE)
The WindFloat Atlantic project is constructing the first floating wind farm on continental Europe, and will generate a capacity of 25 MW; equivalent to the energy consumed by 60,000 homes in a year. Being a floating wind farm, it is secured to the sea bed with chains, and so avoids complex and disruptive offshore operations that might be damaging to the environment and costly.
ALE was chosen by its client Coordinatora to undertake the project, due to its expertise in performing complex load-outs on tight deadlines, as was the case here. Other projects elsewhere in the business had seen ALE perform transverse load-outs of large structures, experience that would be vital.
Construction and assembly of the more than 2,000-metric-ton structure took place as planned at the Navantia-Fene shipyard. Transportation was then required over a distance of several hundred meters to the quayside, and ultimately onto the Heavylift vessel Fjord.
Several factors made this project particularly challenging. The load-out operation was defined as Class 1, meaning strict time limits were in place; the operation was performed transversally, bringing obvious space limitations; the sheer size of the structure was also a factor, at 30 meters tall and with a distance of 50 meters between its columns.
To perform the load-out, ALE installed 236 axle lines of SPMT underneath the three corners of the structure, taking care to synchronize their movements to a high degree of accuracy. Three groups of 54-meter ramps also were installed between the quay and the deck of the Fjord, allowing the ro-ro operation to take place.
The structure was then towed to a position approximately 20 kilometers off the coast of Viana de Castelo, where it was installed. It will be joined by three similar structures in the near future.
This is a landmark project, involving the raising of the largest floating wind turbine on the planet. It is also allowing wind farms to move into deeper waters farther from the coast, where winds are stronger and more reliable than closer to shore.
Stavro is in the northern part of Sweden, northwest of Umeå, and divided into two sub-sites. (Courtesy: Siemens Gamesa)
Siemens Gamesa Renewable Energy (SGRE) has secured an order to supply the Stavro project, its largest ever onshore wind order in Sweden. The 62 turbines with a 4.1-MW rating built by SGRE will power Google’s data center with clean energy, as well as Holmen’s local paper and board business.
Stavro is in the northern part of Sweden, northwest of Umeå, and divided into two sub-sites: Blodrotberget, with 40 turbines, and Blackfjället, with 22 turbines, for a total installed capacity of 254 MW. Commissioning of the wind farm is scheduled for the end of 2021, and the project will be covered by a 30-year service agreement also delivered by SGRE. The grid connection, comprised of engineering, civil works, installation, and commissioning of the two 150/33 kV sub-sites, will be provided by Siemens Gas and Power.
The project is realized by German Asset Manager Prime Capital AG on behalf of an international consortium comprising Korean institutional investors, German Pension Fund Nordrheinische Ärzteversorgung, and Siemens Financial Services, whose financial expertise and proven wind-investment experience was key to successfully making Stavro a reality.
“The Scandinavian market continues to show its great potential for wind power and increasing demand for renewable energy as it strives to reach climate neutrality by 2050,” said Alfonso Faubel, Siemens Gamesa’s Onshore Business Unit CEO. “The project will facilitate Holmen’s transition to 100-percent renewables consumed in its business and meet part of the fast-growing demand for electricity of Google’s European datacenters.”
“Projects like Stavro illustrate how we in Siemens Gamesa drive the transformation toward renewables through strong, long-term relationships where we are constantly working to offer innovation, technology, and solutions tailored to the needs of the individual customer,” he said.
The project is the second large scale transaction of this kind that Prime Capital has commercialized and built in the last two years and is representative of a strategy it will launch in a fund format in the first half of 2020, enabling access to a broader range of institutional investors.
“Scandinavian wind is at the core of our current renewable energy strategy, as we can leverage on both a unique competitive advantage in sourcing and realizing projects and very favorable market conditions for investing,” said Andreas Kalusche, CEO for Prime Capital. “Our close collaboration with SGRE has enabled us to source the project early and to add value through a full-scope commercialization process. This strategy, in a market benefiting from one of the world’s best wind resources and the ability to realize large-scale projects, increases overall profitability and risk-adjusted returns for our investors.”
The wind energy industry has reached a crossroads in operation and maintenance due to a confluence of factors. The first generation of large-scale turbine installations is reaching end of life, especially in Europe. In addition, end of life came sooner than expected in many cases, as turbines failed at disturbingly high rates. Components with an expected design life of 20 years have failed after eight or 10 years. In the early 2010s, failure rates for gearboxes were especially severe. Finally, government tax incentives are running out.
In general, the situation calls the economics of the whole industry into question. More immediately, it leaves operators struggling to develop realistic and cost-effective maintenance plans to get their assets back to a 20- or 30-year expected life. To ensure that wind energy remains competitive with other energy sources, operators need a broader marketplace for maintenance choices and better tools for understanding the financial implications of those choices.
Anticipating failure
The early failures represent an extreme case of a harsh reality: New designs for industrial equipment are never perfect. Engineering design principles and prototype testing can never cover the full range of operational conditions. The true test comes when the asset is actually fielded. Usually failure rates and failure modes turn out to be different than expected. Suppliers in many industries have worked to bridge this gap by developing condition monitoring systems (CMS). These systems rely heavily on sensors and data analytics to predict when equipment will fail.
In the wind industry, such systems are usually good at predicting failures weeks to months ahead of time. That’s good enough for planning and logistics; it helps the operator position equipment at the right time to repair the asset.
But for lowering operating costs, the news is really too late. Sensors can detect cracks only once they reach the surface, but the time to act is when cracks are new — and invisible. Any proactive remediation must start long before a CMS begins to signal trouble (see Figure 1).
Figure 1: Damage progression cycle. Green: The turbine’s condition remains as installed. Yellow: Cracks have started in the interior of the component. Orange: Cracks reach the surface and begin to affect performance; sensors begin to detect failure. Red: Cracks are severe, requiring immediate decisions about replacement. Dotted green line: Early proactive maintenance during the yellow phase may significantly extend the component’s lifetime. (Courtesy: Sentient Science)
Therein lies the true headache for wind-energy operators: They have no consistent, practical easy process to evaluate the life-cycle costs of different maintenance strategies. Given the complex interactions among depreciation, inflation, lifetime-generating capacity, and a host of other factors, it is challenging to determine the profitability of a particular maintenance investment made at a particular time — its net present value, in finance terms. Furthermore, when an OEM or a new supplier proposes a new repair strategy, the only way to validate that strategy is to try it out — then wait two or three years. That’s costly.
A solution may be emerging, one that takes its cue from the digital strategy behind the spectacular revolutions that have created the sharing economy.
Digital platforms
In the last decade, long-established industries have been turned inside-out by a type of digital environment called a two-sided platform. Although the term may be unfamiliar, any user of Uber or Airbnb has participated in a two-sided platform. The disruptive power of this type of digital environment may be the force that can bring new solutions for asset management in the wind industry.
The term “platform” is ubiquitous in IT, but here it has the specific sense used by Geoffrey Parker and the authors of Platform Revolution [1] — a two-sided platform is a digital marketplace that allows supply and demand to negotiate seamlessly. It is an ecosystem where two sets of participants — consumers and producers — exchange something of value as quickly as possible with as little friction as possible. Within Uber, a driver and rider exchange the value of a ride. Within Airbnb, a host and guest exchange the value of a night’s accommodation. Without question, platforms can lower costs throughout an industry, ideally while also benefiting both sides.
In the wind-energy industry, the consumers are turbine fleet operators; the producers are OEMs and subcomponent suppliers. They expect different benefits and need to do different things, but their interests are linked through the physical turbine fleet. That link is key to the all-important first step in building a platform — defining the unit of value being exchanged.
In the approach taken by Sentient Science, the unit of value is a “life extension action.” Such an action is defined in three parts: a description of the action, a market-determined price, and a computationally derived life prediction associated with executing the action. The prediction states that if the action is taken, then a specific turbine, operating under specific conditions, will have its life extended by a specific, calculated amount of time.
Once that value is clear, the operator can make an economic life-cycle decision, for example, between a $5,000 option that adds three years and a $2,000 option that adds one year. When the platform allows this kind of apples-to-apples comparison, the operator can say, “Yes, this action that costs me $5,000 today is worth it if I get a three-year life extension.”
Defining the unit of exchange is the central decision in creating a platform, but the success of the platform depends on how seamless it is — that is, how well it eliminates the barriers to making the exchange. When the barriers are low enough, many new producers can enter the exchange, driving down costs and improving efficiency. The Uber platform permitted anyone with a car to become a provider of the unit of value — a ride.
Thus, a true two-sided platform does much more than drive internal efficiency. Rather, it changes cost structures throughout an industry. For the wind industry, it also could mean better access to the best techniques and knowledge to support life-extension strategies.
The move to industry-wide platforms is part of a larger trend often called Industry 4.0 in Europe [2] and the Industrial Internet of Things (IIoT) in the U.S. [3] It focuses on digitalization and connectivity through the entire industrial process, from design engineering to the factory floor to interactions between factories. The hope is that with these interconnections, participants will be alerted sooner about issues and will be able to respond more efficiently.
A related digital evolution is the move toward digital threads. A digital thread unifies digital records about an asset across functions that traditionally have been siloed, from the earliest steps in product definition all the way through asset management. The aerospace and nuclear industries have used this approach from the beginning, for safety reasons; with advances in computing it is becoming practical for more sectors.
It is important to note how Industry 4.0 and digital thread differ from a two-sided platform. The former strategies have focused mostly on creating efficiencies only within a company and its own vertical supply chain. A two-sided platform, in contrast, broadens the focus — and the potential benefits — to the entire industry.
Platform power
The digital thread concept has two gaps that prevent industry from capitalizing on valuable existing data. In both cases, the gap is between two completely separate organizations. Thus, by definition, both gaps are perfectly suited to a two-sided platform.
The first gap concerns information flow from operator to supplier and the relation of asset management to product development. Once an asset is fielded, the information learned during operation should be used to inform the next iteration of the product. However, the barrier to sharing the operator’s asset information with the supplier is very large. A two-sided platform supports the interests of both participants here by turning a digital thread into a digital loop. With access to operational data, suppliers spend less to design products that serve their customers better; operators then have a selection of better products. Of course, this kind of exchange does happen today — before Uber, people used taxis — but the process is very inefficient.
The second gap goes in the opposite direction, from supplier to operator. A new product embodies many years’ worth of engineering knowledge. In general, though, that knowledge is closely held within the company or the supplier community. Suppose instead that such models could be made available to operators — in simplified form and with appropriate protection of intellectual property protected. That way, operators will know the intent of engineering design when seeking to understand the failure mechanisms and modes in their fielded assets; by coupling this original intent with data from the field, operators will be able to make better life predictions.
This gap is much harder to close than addressing the feedback loop. Still, if implemented correctly, so that the relevant information is shared with the relevant people at the right time, all participants can benefit. Data sharing between operators and suppliers allows for more transparency on the expected life of a supplied component, development of better products as suppliers incorporate operational feedback and higher margins for suppliers to reflect the value of extended asset life.
Model support
Everything discussed to this point relates to the outward-facing aspects of a platform: identifying the participants, what is of value to them, what data need to be exchanged. However, the key to actually delivering value lies behind the scenes: building the right models of components and their interrelations. Sentient Science advocates hybrid models. Such models account for not only the engineering and human knowledge used to design the asset but also a range of mathematical, machine learning and data science techniques based on data from the fielded asset.
A key aspect of the modeling approach taken by Sentient Science is creation of a materials science-based digital twin or clone of an entire turbine. This modeling process incorporates science at every level, from the local wind climate to fluid dynamics at contact surfaces (see Materials Modeling for Predicting Turbine Lifetime sidebar).
Remaining useful life
The ultimate goal of all this modeling is to produce a number for the remaining useful life (RUL) of a turbine, component, or subcomponent. Said another way, the operator needs to know the date range for when the asset will fail. Recall that part of the value added by the two-sided model is quantification of the life extension that can be expected from a specific action on a specific turbine under specific conditions. Sentient Science is developing methods to arrive at this number using a hybrid approach to combine material science with data science and recent field observations within a damage progression framework (see Figure 2). This framework is designed to provide a view that looks at condition years ahead (see Damage Progression Framework for Quantifying the Date Range of Expected Failure sidebar).
The overall goal of the platform is to give users easy access to information that helps them do their work. The following is an example of how an asset manager might drill down to a specific action.
Everyday monitoring starts with a watch list covering the entire turbine fleet; the list ranks the turbines by failure risk. It highlights units expected to fail within the next few months and gives the likely date range. The manager can click on an at-risk asset to locate the subcomponent that is probably responsible for the risk ranking.
Now that the manager knows which turbine to worry about and which drivetrain component needs attention, the next decision is choosing the maintenance action with the best life-cycle cost. The manager can access a list of maintenance actions for the component. This list is populated with offers by various suppliers to the platform and includes an estimate of lifetime extension for each action. When the manager chooses a set of actions, the effect on life-cycle cost is calculated and displayed visually. All these interfaces are enabled by the kind of deep-level engineering modeling previously described.
Summary
Taking a cue from the retail and service sectors, industry and manufacturing are embracing two-sided platforms that connect large pools of consumers and producers. Given the history of platforms such as Amazon, Airbnb, and Uber, major shifts in the manufacturing landscape could follow.
In the wind-energy industry, a two-sided platform holds promise for improving turbine lifetime by connecting turbine fleet operators with a broader pool of suppliers and maintenance options. This alone has the potential to improve efficiency and reduce costs throughout the supply chain.
Beyond these economic advantages, a platform could advance the industry overall by removing technical and intellectual property barriers that prevent operators and suppliers from sharing data. With access to large quantities of field performance data, suppliers can design better components. With access to scientific and engineering models of component materials and performance, operators gain a better understanding of failure modes.
References
Parker, G.G., Van Alstyne, M. and Choudary, S.P. (2016), Platform Revolution: How Networked Markets Are Transforming the Economy—And How to Make Them Work for You, New York, N.Y.: W. W. Norton & Co.
Baur, C. and Wee, D. (2015), “Manufacturing’s Next Act,” McKinsey & Co. Available at www.mckinsey.com/business-functions/operations/our-insights/manufacturings-next-act.
The “4.0” of the name is a reference to the three preceding phases of industrialization: large-scale machinery, mass-production and automation.
Damage progression framework for quantifying
the date range of expected failure
To quantify the expected life extension of a component or subcomponent within a hybrid modeling approach, Sentient Science is exploring damage progression frameworks, presented as graphs of increasing damage over time (see Figure 3). Figure 4 shows the extensive universe of data and models needed to generate such damage progression curves. This type of data presentation is used to compare predictions of remaining useful life from various models and various assumptions.
Figure 3: A damage progression framework yields a date range within which failure is expected (remaining useful life probability distribution function [RUL PDF], dotted curve at upper right). The y-axis is some measure of damage (for example, the length of a crack), and some threshold value of y is defined as failure. The solid vertical line is today’s date for the particular asset. (Courtesy: Bolander, N., Qiu, H., Eklund, N., Hindle, E. and Rosenfeld, T. (2009), “Physics-based remaining useful life prediction for aircraft engine bearing prognosis,” Annual Conference of the Prognostics and Health Management Society, paper 110. Available at www.phmsociety.org/node/110.)Figure 4: Data relationships for estimating the current asset state and predicting the remaining useful life. (Courtesy: Sentient Science)
Note that even a statement about the current health of the asset is a prediction. It is based on the model of damage propagation plus the last known observations, such as a visual inspection or a vibration inspection. This health state could be verified through an inspection.
A second important note is that each field observation has an uncertainty (because it is performed by a human) and so does each model. This whole analysis becomes a framework for quantifying uncertainty.
With appropriate assumptions about what operating conditions will be like in the future, the model is projected forward to determine the date at which the predicted damage crosses the failure threshold. The uncertainty distribution associated with this date gives 10th and 90th percentile values for remaining useful life.
As the component approaches end of life, the uncertainty spread will narrow. At this point, condition monitoring systems are suitable. The true value of a damage progression framework is to provide a defensible estimate years in advance, despite uncertainties.
Materials modeling for predicting turbine lifetime
The following steps outline how Sentient Science arrives at materials science-based predictions of the lifetime of an entire turbine (see Figure 5).
Figure 5: A digital clone or digital twin model captures science and engineering knowledge at every scale of the turbine, from the local wind climate to fluid dynamics at contact surfaces. (Courtesy: Sentient Science)
1. An aeroelastic model accounts for how local wind conditions produce turbine motion. Turbine motion is then coupled to the control system model, which manages both the amount of electricity generated and the loads on the tower and its components. By combining the mechanics, conditions and control system behavior, the model can generate aeroelastic load data.
2. These loads are fed into a dynamic simulation of the drivetrain.
3. Results from the overall drivetrain model are used to calculate local time-resolved loads on the bearings and the gears.
4. Next, simulation moves another level deeper to microgeometry models of the bearing or gear itself. For a bearing, the model would include the profile of the inner race, how many balls and the material properties. The simulation yields time-resolved local loads at the critical point defined for this system in a bearing. In a bearing, the critical point would likely be the contact between one ball and the inner race.
5. Going still deeper, the next step is laboratory materials testing on an actual component. For a bearing, this work includes mechanical testing to determine its fundamental properties and microscopy to assess essential microstructure features and composition. These experimental results form the basis of a material model—a computational representation of the material structure and properties.
6. The material model informs a contact model of electrohydrodynamic lubrication (EHL) to clarify the loads in detail.
7. All of the results are processed through a component life prediction model, which runs on a high-performance computing cluster.
Figure 6: Detailed, multi-scale material modeling yields Weibel failure curves to support long-range asset management. (Courtesy: Sentient Science)
All these steps are done for every component on the bill of materials from a turbine manufacturer. Finally, Monte Carlo simulations for various material property and loading distributions yield Weibel failure rate curves, such as those shown in Figure 6.
This article is based on a Webinar originally presented by STLE Education on June 26, 2019. Digitalization of Wind Turbines is available at www.stle.org:$39 to STLE members, $59 for all others. Dr. Adam Rasheed is the chief technology officer at Sentient Science where he is responsible for the product strategy, vision and implementation of the DigitalClone platform for the renewables, aerospace and rail industries. He has more than 20 years of experience in early to mid-stage technology development in both industrial and digital domains, including work at GE Global Research.Rasheed holds a doctorate in aeronautics from Caltech with additional studies in business, economics and management. His technical background spans both engineering and analytics across multiple disciplines, including condition-based maintenance software and analytics, laboratory research in advanced combustion and propulsion and advanced analytics for the aviation and oil and gas industries. He was recognized by MIT’s Technology Review Magazine as one of the “World’s Top 35 Innovators” and received the Sperry Award from the American Institute of Aerospace and Astronautics for career contributions in aeronautics. You can reach Rasheed at arasheed@sentientscience.com.
Vineyard Wind recently set offshore wind-project proposals called “Park City Wind” to the Connecticut Department of Energy and Environmental Protection (DEEP) in response to their 2019 solicitation for offshore wind power. The bids submitted include a required 400 MW plan and options to develop projects that will generate 800 MW, 1,000 MW, and 1,200 MW.
“Vineyard Wind is pleased to submit a dynamic set of project proposals to deliver a reliable source of fixed, low-cost, zero-emission energy to Connecticut rate-payers, while supporting the state’s efforts to reduce greenhouse gas emissions,” said Lars Pedersen, CEO of Vineyard Wind. “Our Park City Wind proposal is much more than an energy project — it’s an opportunity for Connecticut to develop a world-class offshore wind industry in Bridgeport and solidify its role as a high value industry hub in the U.S. for years to come. Vineyard Wind looks forward to working with all stakeholders involved throughout the review process and will be announcing additional details about this exciting opportunity in the weeks ahead.”
Park City Wind, named after the City of Bridgeport, includes projects ranging from 408 MW to 1,200 MW that would be constructed in one of Vineyard Wind’s two federally designated lease areas (Lease Area OCS-A 0501 and Lease Area OCS-A 0522). Both lease areas are south of Martha’s Vineyard and Nantucket in the midst of the strongest winds on the east coast and would not be visible from any shoreline in Connecticut.
Each Park City Wind option will bring substantial economic development and job creation benefits to Connecticut, providing hundreds of millions of dollars in economic activity and thousands of jobs particularly in and near Bridgeport. Beyond the immediate job and economic opportunities, Vineyard Wind has sought partnerships with a number of preeminent educational and workforce development organizations to ensure that Connecticut residents of all skill levels, ages, and backgrounds can have access to a tremendous opportunity in this 21st Century industry.
Vineyard Wind LLC is an offshore wind development company seeking to build the first large-scale offshore wind energy project in the U.S. 15 miles south of Martha’s Vineyard. Vineyard Wind, based in New Bedford, Massachusetts, is 50 percent owned by funds of Copenhagen Infrastructure Partners (CIP) and 50 percent by Avangrid Renewables.
Vestas has secured an order for 359 MW of V120-2.2 MW turbines for a wind project in the U.S. Including previously purchased V112-3.45 MW components, the project has a total nameplate capacity of 400 MW.
The mixed platform site configuration demonstrates both the flexibility of Vestas’ 2 and 4 MW platforms and Vestas’ ability to create tailor-made site layouts designed to optimize the site’s wind resources.
The order includes supply and commissioning of the turbines as well as a 10-year service agreement, designed to ensure optimized performance for the lifetime of the project. Turbine delivery is planned for the first quarter of 2020 with commissioning scheduled for the third quarter of 2020. The project and customer are undisclosed.
Wave modeling at the 25-MW WindFloat Atlantic floating wind farm will support design and operations improvements. (Courtesy: New Energy Update/Dimitri66)
U.S. group Principle Power recently announced it would lead a consortium of public and private groups to develop the world’s first digital twin software for floating offshore wind applications.
Backed by $3.6 million of funding from the U.S. Department of Energy, the “DigiFloat” project will provide a real-time, high-fidelity numerical model of the 25 MW WindFloat Atlantic (WFA) projectbeing installed off the coast of Portugal.
The WFA project consists of three 8 MW MHI Vestas offshore wind turbines, the largest ever used for a floating wind farm, attached to Principle Power’s semi-submersible floating wind base.
The digital twin software will be developed in 2020 and validated by the first quarter of 2021. Following a retrofit of a WFA hull in summer 2021, the software will be operational at the facility by the first quarter of 2022.
DigiFloat was among 13 floating wind research projects allocated a total of $28 million under the DOE’s Atlantis funding program.
Onshore and offshore wind developers are increasingly turning to digital solutions to improve design and operational efficiency.
Floating wind developers are targeting the deep-water offshore wind market, estimated to host 80 percent of offshore wind resource, equivalent to 4 TW of capacity. Floating wind groups must tackle the additional environmental challenges of open sea areas while also maximizing economies of series and operational savings.
The DigiFloat project will provide a design feedback loop on a real-world project, helping to improve design efficiency and durability of the Principle Power technology, Sam Kanner, R&D lead at Principle Power and principal investigator of the project, told New Energy Update.
“We will install instrumentation in key hotspot areas to measure the structural response of the floating platform. By using these data in our high-fidelity digital twin model, we can generate a real-time estimate of the wear on the structure,” Kanner said.
The digital twin will also alert the operator to issues and support preventative maintenance actions to reduce downtimes, he said.
November saw the start of the X-Wakes “Interaction Between the Wakes of Large Offshore Wind Farms and Wind Farm Clusters With the Marine Atmospheric Boundary Layer” research project, which is being funded by the Federal Ministry for Economic Affairs and Energy (BMWi) to the tune of 3.4 million euros over a period of three years.
In the scope of X-Wakes, the researchers will be investigating how the wind conditions in the German Bight could change if offshore wind farms are expanded on a large scale. The project team will use data from extensive measurement campaigns and high-fidelity modeling approaches to improve industry models that are afterwards used to analyze the impact of the offshore wind farm cluster expansions.
The federal government’s plans for the energy revolution in Germany foresee a share of at least 80 percent of the gross electricity consumption being covered by renewable energies by 2050. Offshore wind energy represents an important mainstay in this goal. The wind blows more continuously and powerfully at sea, but the area of the German Bight available for wind energy use is limited, so wind farms are usually constructed in groups, known as wind-farm clusters. These clusters can comprise up to several hundred wind turbines. Wakes with low wind speeds and heavy turbulence develop in the wind shadow behind the turbines, while upstream the wind speed is reduced due to blockage effects. Thus, turbines in these wakes produce less energy and are exposed to greater loads. Under certain atmospheric conditions, these wakes can extend for distances in excess of 50 kilometers.
“In our X-Wakes research project, we want to investigate these wakes and other accumulative effects such as the global blockage effect in more detail and discover how the wind farm clusters influence each other as well as what consequences a large-scale expansion of the offshore wind farm would have on wind conditions in the future,” said project coordinator Dr. Martin Dörenkämper of the Fraunhofer Institute for Wind Energy Systems (IWES). “We hope to use the data gathered during the project to further develop our existing models in order to be able to predict the yields of the wind farms for future expansion scenarios under realistic conditions.”
The researchers are employing a combination of complementary methods in the project. Stationary measurements at different locations in the German Bight, e.g. on wind turbines, converter stations, and the FINO long-term measurements deliver meteorological data continuously, and the extent of the wakes is analyzed on a large scale with the aid of satellite-based remote sensing data.
“In addition, measuring campaigns with a research aircraft at low altitude also deliver high-resolution meteorological data,” said Dr. Astrid Lampert from the TU Braunschweig, the research spokesperson for the collaborative project.
In addition to the Fraunhofer IWES and the TU Braunschweig, five more research partners are involved in the cooperative project: the Karlsruhe Institute of Technology (KIT), the University of Oldenburg with the ForWind— Center for Wind Energy Research, the University of Tübingen, the Helmholtz-Zentrum Geesthacht Center for Materials and Coastal Research, and UL International GmbH.
The project consortium is supported by the associated partners Innogy SE, Vattenfall, RWE Renewables, Nordsee One GmbH, and Tennet TSO, who are providing wind-farm data and access to their offshore infrastructure for measurements. In addition, the German Meteorological Service (DWD) and the Federal Maritime and Hydrographic Agency (BSH) are also available to the project partners in an advisory capacity.
ALE completed the transportation, craneage, and electro-mechanical installation of 16 wind-turbine generators for the Loma Blanca wind-farm project. (Courtesy: ALE)
Argentina is serious about increasing its renewable energy resources, aiming for 20 percent of its power to come from renewables by 2025. The country has also shown it is willing to invest in new technologies to help meet its energy targets.
As part of this drive, ALE completed the transportation, craneage, and electro-mechanical installation (TCI) of 16 wind-turbine generators for the Loma Blanca wind-farm project. ALE was able to provide the whole wind services TCI package for the operation, providing one point of contact from the receipt of components to power generation.
A total of 176 items needed to be transported the 80 kilometers from Almirante Stomi Port in Puerto Madryn to the Loma Blanca wind-farm site. ALE transported the components via abnormal load transport, including specialist wind-blade trailers.
Once delivered to each wind-turbine platform, the components were offloaded. ALE overcame the site’s challenging narrow roads by adapting a crawler crane.
The dirt roads between the wind turbines were only 6 meters wide in parts, so ALE adapted a crane with the latest SPMT technologies, enabling the crane to be easily moved on the wind farm site. After installation, ALE was able to move the crane in one piece, instead of disassembling its sections for reassembly in the next lift position each time, and therefore significantly reduced the project’s schedule.
ALE used several cranes to lift each item, with the largest being a 69-meter-long blade, and the heaviest was a 111-metric-ton rotor. ALE then performed the full electro-mechanical installation of each wind turbine, with a hub height of 100 meters.
For the transportation, ALE used three-blade trailers, two lowbed trailers, and 20 axle lines of SPMT. For the craneage and installation work at the Loma Blanca site, ALE deployed a crawler crane, Manitowoc 18000, as the main installation crane, as well as numerous mobile cranes for pre-installation work, tailing and offloading.
The project benefited from the combination of experts from ALE’s Wind Services division working alongside ALE’s experienced and knowledgeable Argentina branch.
This was the first time this model of wind turbine had been installed in South America. Once complete, the Loma Blanca wind farm project will have a total of 64 wind turbines providing 200 MW of electricity for Argentina’s national grid.
The Hywind Scotland floating wind power plant was installed at water depths between 90 and 120 meters. (Courtesy: Siemens Gamesa)
The world’s largest floating wind power plant will be installed in Norway, equipped with 11 Siemens Gamesa SG 8.0-167 DD turbines. Scheduled to be commissioned in late 2022, Hywind Tampen will be the first ever floating wind power plant to power offshore oil and gas platforms.
“We are pleased to have received the firm order from Equinor to be the supplier of this ground-breaking project,” said Andreas Nauen, CEO of the Siemens Gamesa Offshore Business Unit. “Thanks to our strong collaboration and joint focus on innovation, we are now at the forefront of developing this exciting technology and unlocking the vast potential for floating offshore wind power,”
Hywind Tampen will have a total capacity of 88 MW and be about 140 kilometers from shore in an area with water depths of 260 to 300 meters between the Snorre and Gullfaks oil and gas platforms. Specifically, this wind-power plant will be capable of meeting about 35 percent of the annual power demand of the Snorre and Gullfaks platforms.
By reducing the use of gas turbines on the fields, the project helps cut CO2 emissions by more than 200,000 metric tons per year, equivalent to the annual emissions from 100,000 passenger cars.
The floating foundations in the Hywind Tampen project are ballast-stabilized and anchored to the seabed with mooring lines. With their lightweight nacelles, Siemens Gamesa large direct drive wind turbines are particularly suited for floating foundations.
The innovative partnership between Siemens Gamesa and Equinor dates back to 2009, when the world’s first full-scale floating wind turbine project, Hywind Demo, was successfully installed in Norway. This initiative was followed in 2017 by the 30-MW Hywind Scotland floating wind power plant, currently the world’s largest, installed at water depths between 90 and 120 meters. Hywind Scotland is a hugely successful project that has world-class safety performance and the highest capacity factor of any offshore wind farm in the UK. The Hywind Tampen project continues this partnership, bringing industrial-scale floating wind a giant leap forward.
Offshore wind already has a strong foothold in Europe with close to 18.5 GW installed capacity and a global potential to reach more than 100 GW by 2030. Of this, floating offshore wind is estimated to constitute 10 percent of the market, potentially powering 12 million homes in 2030.
As the wind-energy industry continues to grow and expand, the markets will only get more competitive. That is why it’s critical for companies to not only stay current with the latest trends and advances but also be able to take advantage of those trends as quickly as possible.
The minds behind Ahead Wind are developing a manufacturing method and business model allowing industry players to do just that by offering composite tooling as a service.
“We create composite tooling by 3D printing, finishing, and shipping ready to use molds,” said Rob Paddock, co-founder and CEO of Ahead Wind. “Our new technology empowers composite manufacturers to try new physical designs and take risks, all while saving money and reducing lead time. Companies are excited about what we’re doing because we are solving a problem that nearly everyone runs into in this industry. We’ve grown our capacity and are now talking to more companies about what they will be able to do if they partner with us.”
So, why is this manufacturing method and service a good fit with wind?
“Our technology lowers the cost of prototyping so that companies can actually afford to produce and test parts that would normally be reserved for simulation.” said Jacob Goldman, co-founder and CTO of Ahead Wind. “Right now, it costs an insane amount to manufacture a single profile because of the multiple toolsets, meaning rapid prototyping is out of the question. You just have to choose the best theoretical design and then just hope that one works, without getting the ability to test out different options in real life.”
A manufacturing company
Goldman stresses that Ahead Wind is not an energy company by nature, but a manufacturing company.
“We’re focusing on technologies to improve the world of composites,” he said. “And that can be applied to a lot of different industries. But looking at the growing competitive landscape of the wind industry and the push for rapid production, more efficient designs, and stronger components, we think that wind is an industry that could use our technology the most.”
As manufacturing becomes faster and cheaper, the wind industry is going to need to keep up with the pace of industry if it wants to thrive, according to Ahead Wind co-founder and CTO Jacob Goldman. (Courtesy: Ahead Wind)
Agile development
Ahead Wind’s objective is to shift the paradigm of composite manufacturing for the companies it works with. Corrections and improvements can be made far quicker and much more efficiently using Ahead Wind’s manufacturing methods.
A great example of this in action is the prototypes Ahead Wind is helping with for a section of a turbine blade being tested in a wind tunnel at the University of Texas, Dallas, according to Goldman.
“Our client, Aquanis, sent over a component design, but we ended up reworking it entirely with them, extending the project significantly and picking up a second contract with them,” he said. “We were working with them in order to put out detailed answers and really investigate what was happening; we weren’t just accepting whatever they gave us because we wanted to truly solve their problems. And because of our technology and process, we have the ability to give our clients the best possible solutions. We want to deliver a really high-quality product every time. That’s extremely important for us.”
Goldman said this project has the potential to offer major advantages to the wind industry.
“It has the potential to significantly impact the efficiency of wind-turbine blades if the research turns out well,” he said. “And it is very exciting because this is a project that is unlike anything we have done before. It’s a bit different than the molds that we traditionally make because the project is a purely 3D-printed section.”
Paddock said he is also excited by the project and its potential.
“I look forward to seeing this project through and watching it make real wind turbines far more efficient,” he said. “At the end of the day, our company is about helping the industry do exactly that.”
Ahead Wind’s objective is to shift the paradigm of composite manufacturing for the companies it works with. Corrections and improvements can be made far quicker and much more efficiently using Ahead Wind’s manufacturing methods. (Courtesy: Ahead Wind)
Affordable production runs
The technology Ahead Wind brings to the table allows companies to do “one-offs” in a cost-effective manner, according to Paddock.
“We believe our business model needs to reflect the change in technology and make it cost-effective for our customers,” he said. “Instead of customers having to buy and purchase all their tooling, they will actually get an option to rent the tooling they need for a specified amount of time. And after that time, they can return it and have access to the new tooling, so they’re not stuck with old tooling that is only good to make old designs.”
Ahead Wind is calling this approach Hardware as a Service (HaaS), according to Goldman.
“That flexibility comes in handy when it’s time to refurbish old tooling that might be a decade old just because a company doesn’t want to buy a new one,” he said, “It also helps deal with the inevitable failure of these tools, allowing companies to keep production up without having to organize the manufacturing of a new part.”
Changes in blade design and techniques are exponentially occurring, according to Goldman.
“Through the combination of our technology, we can make the tooling to keep up with that change, and you don’t have to stop production because we will work with you to make those changes,” he said. “We can really stabilize the overhead cost of a manufacturing line while offering you the ability to have diversity in what you are producing. And all of this will cost nothing extra because you are paying for a subscription manufacturing service that allows you to exchange tooling as you adapt.”
This rendering shows a 3D printed wing used for wind tunnel testing. (Courtesy: Ahead Wind)
Onsite-manufacturing advantage
With turbines blades getting larger, the advantages associated with onsite manufacturing become crystal clear. Goldman believes Ahead Wind is working to make that a reality.
“Our technology moves us in a step in the direction of onsite manufacturing,” he said. “One of the big problems that we’ve heard over and over again, is transportation. The first iteration of our technology is not building full-scale tooling, but you can bring the technology closer. In the near future, you can put our machine down somewhere, make your molds onsite, and then use those molds onsite.”
Ahead Wind can coordinate with a company to set up a tent-type facility that can be used to create mold portions locally, right on the farm, according to Goldman.
“Once the job moves from the prototyping stage to the mass-production stage, Ahead Wind can supply the current tooling needs of manufacturers,” he said. “Looking forward, we see one farm incorporating multiple different airfoils. Our technology and subscription service model help bring this to reality. This means creating tooling for smaller production runs, each with a unique tooling set.”
Part of Ahead Wind’s goals is to make sure the industry understands the advantages to using its innovative approach to manufacturing, according to Goldman.
“We want to move toward allowing companies to explore different options affordably and the ability to talk to experts through our service who have knowledge of your company’s manufacturing so that it can be customized for your needs,” he said. “This way, we can have a meaningful impact on your company and help propel you into the future.”
Wind will have to keep up with the pace
As manufacturing becomes faster and cheaper, the wind industry is going to need to keep up with the pace of industry if it wants to thrive, according to Goldman.
“Wind is definitely going to push some of the technical aspects forward,” he said. “But there’s going to be a lot of automation innovation because of the size of the turbines. There are a lot of technical details that are yet to be solved because of the industry’s uniqueness.”
And that is where Ahead Wind’s 3D printing and additive manufacturing will be an advantage, according to Goldman.
“Additive manufacturing has a huge potential to solve a lot of the subtle problems that occur in wind-industry manufacturing,” he said. “The combination of that — our simulation, generative design, and onsite manufacturing — will really enable new and creative designs to pop out.”
Paddock believes the changes are inevitable. But he is excited to craft the changes in a way that can add value to everyone in the wind industry.
“I think that’s really going to impact how the industry operates at a fundamental level as factories go from actually purchasing the tools to renting them,” he said. “And in doing so, they become more flexible, more efficient, and, ultimately, they’re able to help their customers in a more effective way. That’s what I’m really excited about.”
Green hydrogen production can compete with fossil fuel-based hydrogen by 2030 in Australia, Germany, and Japan, should renewable power prices reach $30 per megawatt hour (MWh), new research from global natural resources consultancy Wood Mackenzie indicates. Today, wind and solar power purchase agreement (PPA) prices range from $53 to $153/MWh in those markets.
The production of hydrogen, used in industries as diverse as oil refining, steel manufacturing, and ammonia and methanol production, is carbon-intensive. In 2017, hydrogen production resulted in 830 metric tons of carbon emissions, greater than the annual emissions pumped out by the entire nation of Germany (797 metric tons) or the 677 metric tons attributed annually by the global shipping sector.
Wood Mackenzie’s research shows that less than 1 percent of all hydrogen produced today comes from renewable electricity, relying instead on natural gas and coal.
Switching to hydrogen produced by wind and solar via electrolysis, which splits water molecules into hydrogen and oxygen atoms, offers a significant opportunity to decarbonize its production and reach emissions targets.
According to Wood Mackenzie, from 2000 to the end of 2019, 252 MW of green hydrogen projects will have been deployed worldwide. By 2025, this will increase by 1,272 percent, with the deployment of a further 3,205 MW of electrolyzers dedicated to green hydrogen production.
“The large increase in the 2019-2025 period is partially due to the nascency of the market,” said Ben Gallagher, a senior analyst at Wood Mackenzie. “But aggressive targets in East Asia and increased interest from major international stakeholders will drive deployment in the near term.
“While cost-competitiveness might be out of reach in most scenarios by 2025, national targets and pilot projects will produce enough volume to realize substantial CapEx declines beyond 2025,” he said.
Gallagher said that as renewable energy deployment grows, so too will the green hydrogen market.
But there are challenges. While green hydrogen has made gains in a number of key markets, including Japan, Germany, and Australia, at present it cannot compete with the low costs of locally produced coal and natural gas-produced hydrogen in China and the U.S., for example.
On top of this, it remains unclear if renewable PPA prices worldwide will fall fast enough to make green hydrogen production competitive.
However, Gallagher is optimistic about the green hydrogen sector’s future.
“We are just embarking on the energy transition,” he said. “There are several unknowns that would further spur adoption of green hydrogen: changing policy dynamics, new carbon regimes, new ways to monetize grid flexibility, and lower-than-expected costs of renewables.”
Vineyard Wind’s lease areas are located south of Martha’s Vineyard and Nantucket. (Courtesy: Vineyard Wind)
Dominion Energy is proposing the largest offshore wind development in the country to provide more renewable energy to its customers in the Commonwealth and provide a boost to the offshore wind industry on the East Coast.
The company recently filed an application with PJM, the regional transmission organization that coordinates the electrical grid in all or parts of 13 states and the District of Columbia, to interconnect the proposed turbines to the transmission grid.
Dominion Energy’s filing is a vital first step to move forward in developing Virginia’s full offshore wind potential. The company looks forward to working with the Gov. Ralph Northam administration and other partners on next steps in public policy needed to realize both the clean energy and economic potential of offshore wind.
“Offshore wind is an excellent renewable energy source, and this filing with PJM shows how serious we are about bringing commercial-scale offshore wind to Virginia, giving our customers what they have asked for — more renewable energy,” said Mark D. Mitchell, vice president of generation construction. “Northam has made it clear Virginia is committed to leading the way in offshore wind. We are rising to this challenge with this 2,600-MW commercial offshore wind development.”
Dominion Energy is aggressively pursuing a clean energy future anchored by a 55 percent reduction in carbon emissions by 2030. To accomplish this goal, the company is investing in solar and wind energy partnered with zero-carbon nuclear and low-carbon natural gas. The company also has planned investments in battery storage, pumped hydroelectric storage, and other resources that can support the intermittent nature of solar and wind.
If approved, the project would be in the 112,800 acres Dominion Energy is leasing from the Bureau of Ocean Energy Management 27 miles off the coast of Virginia Beach. Following the key filing with PJM, ocean survey work is expected to begin in 2020 and a construction-and-operations plan will be submitted in 2022.
Building on an expected successful deployment of the Coastal Virginia Offshore Wind (CVOW) project in 2020, Dominion Energy plans to move forward with its commercial offshore wind project in three phases, each totaling 880 MW. The first phase of the buildout will support initial generation of wind energy by 2024. Additional phases will come online in 2025 and 2026, totaling more than 2,600 MW of energy, enough to power 650,000 homes during peak wind.
The company began construction in June on the 12-MW CVOW project, which is the first fully permitted wind project in U.S. federal waters. Dominion Energy will leverage key learnings from the permitting, design, and development of that project as it goes through a similar process for commercial offshore wind development.
Montana Gov. Steve Bullock and Sen. John Tester recently were a part of the grand opening ceremony of the state’s newest wind power facility — the 79.75 MW Stillwater Wind in Stillwater County, Montana owned by Pattern Energy.
“Montana ought to be in the driver’s seat when it comes to realizing renewable energy opportunities — and we can do so with new facilities like Stillwater Wind,” Bullock said. “We have incredible wind potential in this state, and I look forward to how this facility will benefit our clean air and water, grow our economy and local revenue, and support jobs in the community.”
“This facility shows that, with responsible energy development, we can have the best of both worlds,” Tester said.“We can create new jobs and economic opportunities, while also working to address climate change.”
“Our first wind power facility in Montana is now generating strong benefits for the state, including millions of dollars in tax revenue, while producing enough clean energy to power 23,000 homes each year without any emissions,” said Mike Garland, CEO of Pattern Energy. “Montana has one of the strongest wind resources in the U.S., and we’re proud to be harnessing the power of its wind through this new facility.”
Stillwater Wind is using 31 Siemens Gamesa wind turbines comprised of five 2.3-MW turbines with 108-meter rotors and 26 2.625-MW turbines with 120-meter rotors.
Construction of the project created approximately 80 jobs within the local and regional communities and it is employing up to six full-time personnel during operations. The two construction contractors responsible for construction of the Stillwater Wind project, Dick Anderson Construction and EPC Services Company, are both headquartered in Montana.
Over the first 25 years of the facility’s operational life, it is expected to produce more than $18 million in tax revenue. The local county will also receive impact-fee payments over the first three years, in addition to royalty payments to participating landowners.
Stillwater Wind has a 25-year power purchase agreement for 100 percent of the energy produced. The facility interconnects to the local transmission provider’s 230-kV transmission line via a newly constructed 230-kV switching station.
The nacelle donated by NextEra Energy Resources includes the driveline, gearboxes, generator, and braking systems that comprise a wind turbine. (Courtesy: NextEra)
NextEra Energy Resources is donating a fully-functional decommissioned wind-turbine nacelle to Northeastern Junior College’s Wind Technology program as a learning tool for one of the nation’s top wind technology education programs.
A nacelle is the protective shell that houses all of the turbine machinery atop a wind generation tower. The nacelle donated by NextEra Energy Resources includes the driveline, gearboxes, generator, and braking systems that comprise a wind turbine.
NextEra Energy Resources, one of the largest energy generation companies in the United States, is a major supporter of the college’s wind program. Northeastern is ranked among the top eight schools in the country for its wind technician academic program and is the only fully accredited wind technology college in Colorado. NextEra Energy Resources recently delivered the nacelle to the college’s Applied Technology Campus in Sterling, where it will be used as yet another hands-on learning laboratory tool.
“We’re very appreciative of NextEra Energy Resources’ generous support through these types of equipment donations,” said Jim Lenzen, assistant director of Renewable Energy at Northeastern. “It’s a win-win situation for both parties. Students benefit from the real-world experience they acquire from work they are tasked to perform on these donations, and NextEra Energy Resources reaps the benefits from our pipeline of graduating knowledgeable, highly skilled, work-ready technicians.”
NextEra Energy Resources operates more than 180 wind farms in the U.S., including the Logan Wind Energy Center, a 201-MW wind site near Peetz, Colorado, where several Northeastern alumni work as maintenance technicians.
Who is 3S Lift, and why is there such a buzz around your company at the moment?
We’re a 600-person company that’s been around for about 20 years, headquartered in Beijing. Two years ago, I was hired to establish a presence in the Americas, and I’d say the market buzz is due to a pretty unique product called our Climb Auto System. And that is disrupting the traditional methods of how wind turbine technicians get up and down a tower — no more climbing a ladder.
We’ve spent a lot of our time in the last year-and-a-half focusing on marketing the Climb Auto System to service providers, OEMs, and owners of wind farms to show them what value is generated when we can make things a little safer and more efficient for techs to get up and down the tower.
What are the key issues within the wind industry that are driving your company right now?
If you look at the statistics from the U.S. Department of Labor, wind-turbine technician is the No. 2 growing job in America behind rooftop solar installer. And wind-turbine technician is the No. 1 job in about four or five states. There are currently about 5,000 or so permanent wind-service technician jobs, and these are above-average paying jobs in rural America. By the end of 2021, we’re going to need to double those 5,000 service techs to 10,000.
What’s driving 3S Lift in the industry right now is the challenge to double our technicians, with the objective to create a more stable and diverse workforce. How can we keep the experienced technicians who have been working for five years, and make sure they can last another 15 years? How can we ensure new younger technicians don’t get burned out climbing 100-meter turbines?
So really what we’re trying to do is extend the lifetime of the technician, and extending the life of the technician will extend the life of the wind farm. One of the key issues is that the average tenure of a technician in the U.S. is about three years. In Europe, it’s seven years. Most of the projects in Europe, technicians don’t climb the ladder. It’s a market where almost every turbine includes service lifts.
You talk about service lifts being commonplace in Europe. Why are they not common in the U.S., and how does your Climb Auto System differentiate from that traditional service lift?
The traditional service lift was commonplace for a period of time in the U.S. as turbines started getting taller in the early 2010s where there was a significant amount of turbines installed with service lifts. But, in recent years, the market has become extremely capital intensive. There’s a lot more competition to get a project built. And service lifts tend to be more expensive than what most owners, or turbine manufacturers, want to include.
You don’t need a service lift, Climb Auto System, or a climb assist to operate a wind turbine. Service lifts in the U.S. have become increasingly regulated, and that’s driving a lot of additional operational costs for certain owners. There are some wind farms in certain states that are spending between $1,000 and $2,000 per turbine, per year, just to have a lift inspected that they may only use a handful of times a year. Because of these costs, we’ve seen a significant decrease in new turbines being installed with service lifts.
To answer your second part of how do we differentiate the Climb Auto System? No. 1, it’s not a service lift. It’s not classified as an elevator. We have an independent fall arrest system whereby the technicians are not subject to the movement of the lift. If the lift falls, the technician doesn’t fall.
The Climb Auto System has a significantly lower capital cost than a traditional service lift. From an operational or a service and maintenance perspective, our system is very similar to that of a climb assist, which service providers and operators typically service it themselves in under an hour a year. So, if you have 100 wind turbines, owners can easily compare the outsourced OpEx costs of $100,000-plus per year for their service lifts vs. insourced $10,000 per year of labor to service the Climb Auto System.
Why is climbing such an issue?
It’s something that we talk about a lot: Imagine that we have a 10-hour desk job, where once a day, we get up and we sprint as fast as we can for about three miles — just flat out sprint. And then we go back to sitting down. That’s kind of what being a turbine technician is like. It’s mostly a stationary job all day long. They’re in their truck, or they’re up-tower in a nacelle or hub, or they are down-tower. They exert a significant amount of energy in what most ergonomists would consider an unnatural repetitive motion — climbing.
It’s a challenge in our industry to pinpoint the health effects of climbing a wind turbine ladder every day. But there’s no doubt that over the long term, with respect to repetitive motion, it is going to add to the wear-and-tear on your joints.
If you ask any technicians if they like their job, sure, they’re going to say, yes, for the most part, but they’re going to tell you the worst part of their day is the climbing. So, imagine eliminating the worst part of your day. It’d make your job and your life a lot better.
Your Climb Auto System costs more than a climb assist. How do you justify that investment with the owner-operators?
A few years ago, the majority of turbines in the U.S. changed from having service lifts to having climb assists. The climb assist is a product that 3S and a lot of our competitors have been successful in supplying to owners and operators, as their advantage is to take some weight off the climber.
The Climb Auto System is different because there’s no stress and strain in the climb. There’s zero exertion, and yes, it does cost more. What we talk to customers about is what their improvement in technician retention is going to be. We show them that with the Climb Auto System, turnover costs will decrease by 50 percent per year, and we’ve got some data from some of the largest OEMs in the world that have a significant fleet of service lifts.
This data shows that there is a significant difference in the retention rates for service technicians at sites with lifts vs. without lifts. As a technician, when you first start on a wind farm, it usually takes about a year before you’re competent. And that’s a significant investment for any company to make. Wouldn’t you want that person to stick around for more than just the average three years?
In addition to the retention improvements over a climb assist, there’s a distinct advantage from an availability standpoint. If you think about it from a car-mechanic standpoint, would you rather take your car to get an engine replacement done by the new guy in the shop, or somebody who’s been there for 10 years and has worked on Volvos his whole life?
It’s the same thing for wind turbines. The longer the tech stays, the better they are at their job, the better they are at repairing and maintaining the turbine, which leads to an improved bottom line for the owner.
We also talk about multiple climbs per day. If you’ve got an outage, or if you’ve got to do a replacement up tower, you’re not limited to only being able to make two or three climbs per day because you’re not climbing anymore. With the Climb Auto System, you can make as many up-tower visits per day that time permits.
Beyond the bottom line aspect of it, why is this system personal to you?
I spent eight years at GE, and that’s where I got my start in the wind industry. In 2011, I had a visa to go to Kuwait to work on a large combined cycle gas turbine plant. And about two weeks before I was going to leave, the HR department said, “No more ex-pats are going to Kuwait. Would you like to go to a wind farm in Ontario, Canada?” And I said, absolutely. And I went and was an assistant site manager on a construction project for four or five months and then proceeded to spend the next one-and-a-half years or so in the field managing construction projects. I lived and worked alongside the technicians who install, commission, and service our turbines. Later in my career, I moved into sales and project management roles, but I will never forget my time in the field and how challenging this job was. I can empathize with our technicians because I know what it takes to maintain these turbines — and I think there’s a better way to do it.
Career longevity is a big deal. Industry leaders like to tout that the wind technician is a growing job, and they are right, it is a growing job¸not a growing career. It’s also pretty slim from a diversity standpoint. The demographics of the wind-turbine technician are typically males in their mid-20s and 30s.
What I think we can see as a benefit of the Climb Auto System is that you’re going to be able to expand that demographic. And what does that do? That enables a wider pool for owners and operators to hire from.
How long do you think climbing a ladder in front of a wind turbine becomes a thing of the past?
We’re in an industry in the U.S. where cost competitiveness is everything. Anytime you want to add a dollar to a project, somebody is going to ask what the return on that investment is. 3S is at a point this year where order demands have significantly picked up. We had a really successful pilot program in 2018 where we provided single units to customers at 15 or 20 sites in the U.S., and now we’re expecting to install nearly a thousand units next year. We’ve got 30,000 Climb Auto Systems installed globally. This isn’t a new product, but it’s new to this market.
We’re going through the first or second year of that market introduction for the product, and I do believe that in the early 2020s, we will see this product in every turbine.
So, my message to the owners and service providers is: I know you care about the longevity and high performance of your wind turbines, but to optimize this, you should also care about the longevity and the performance of the people who work on your wind turbines.















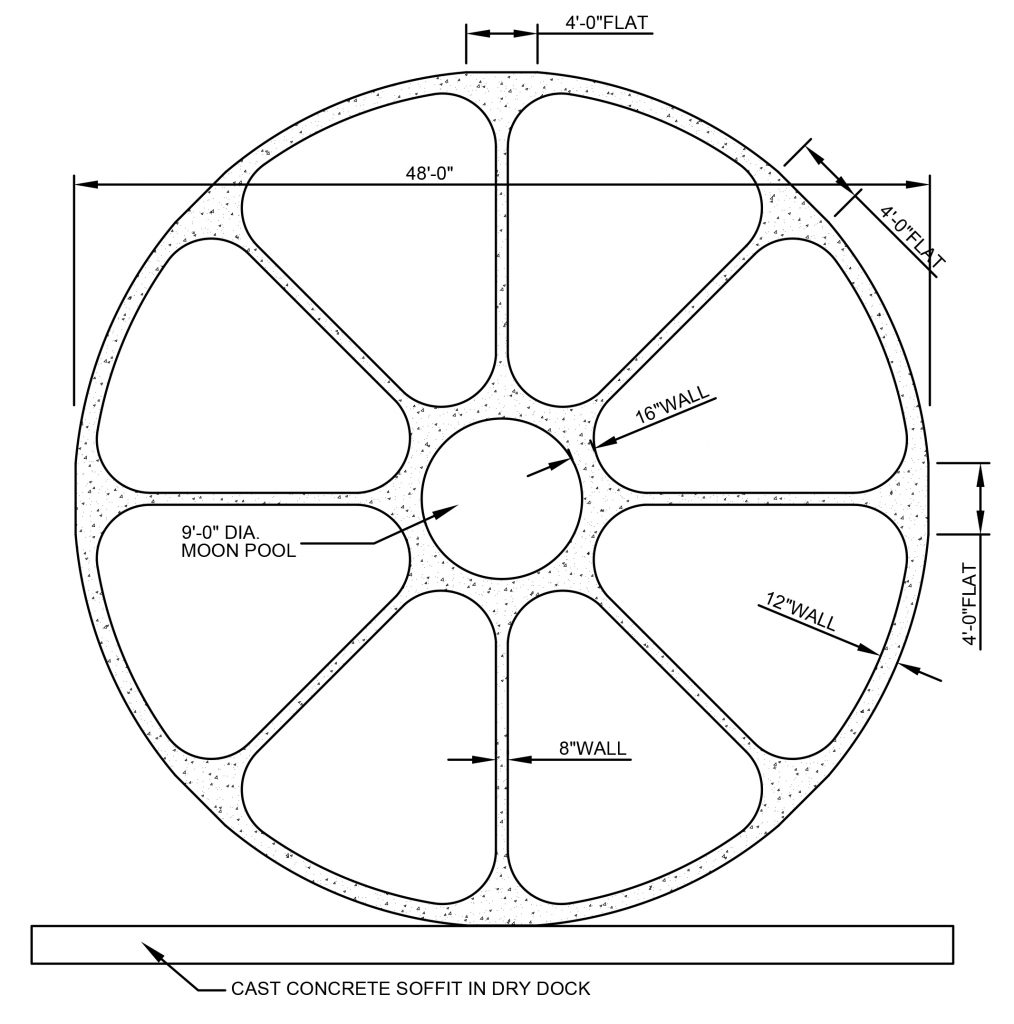
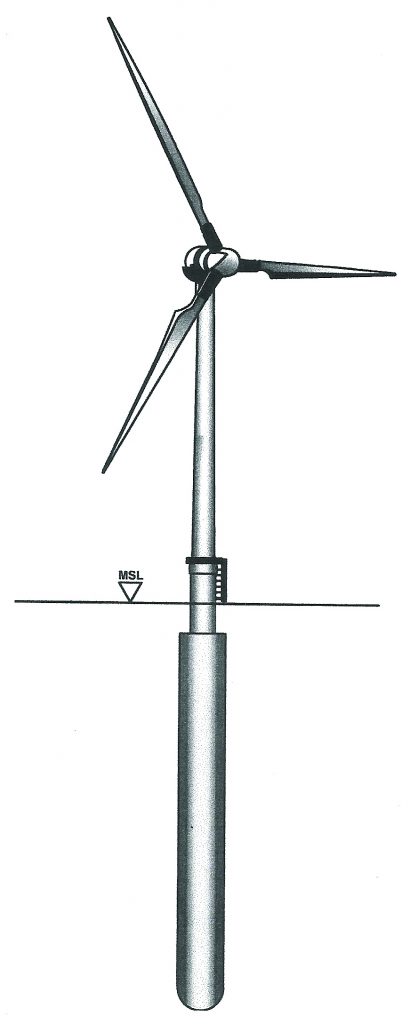









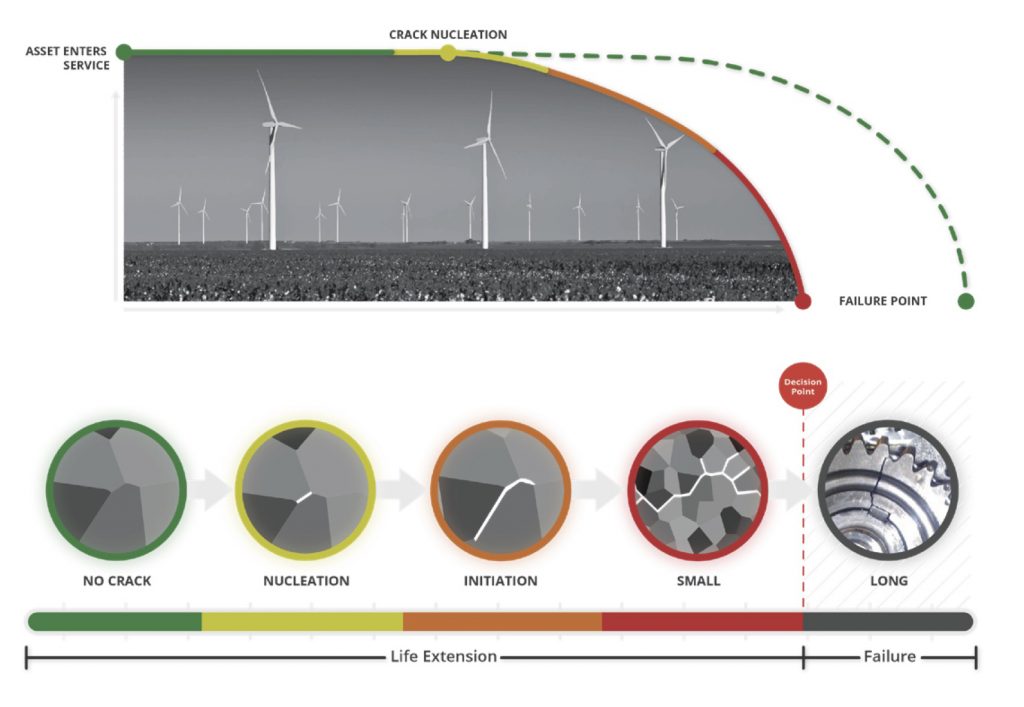

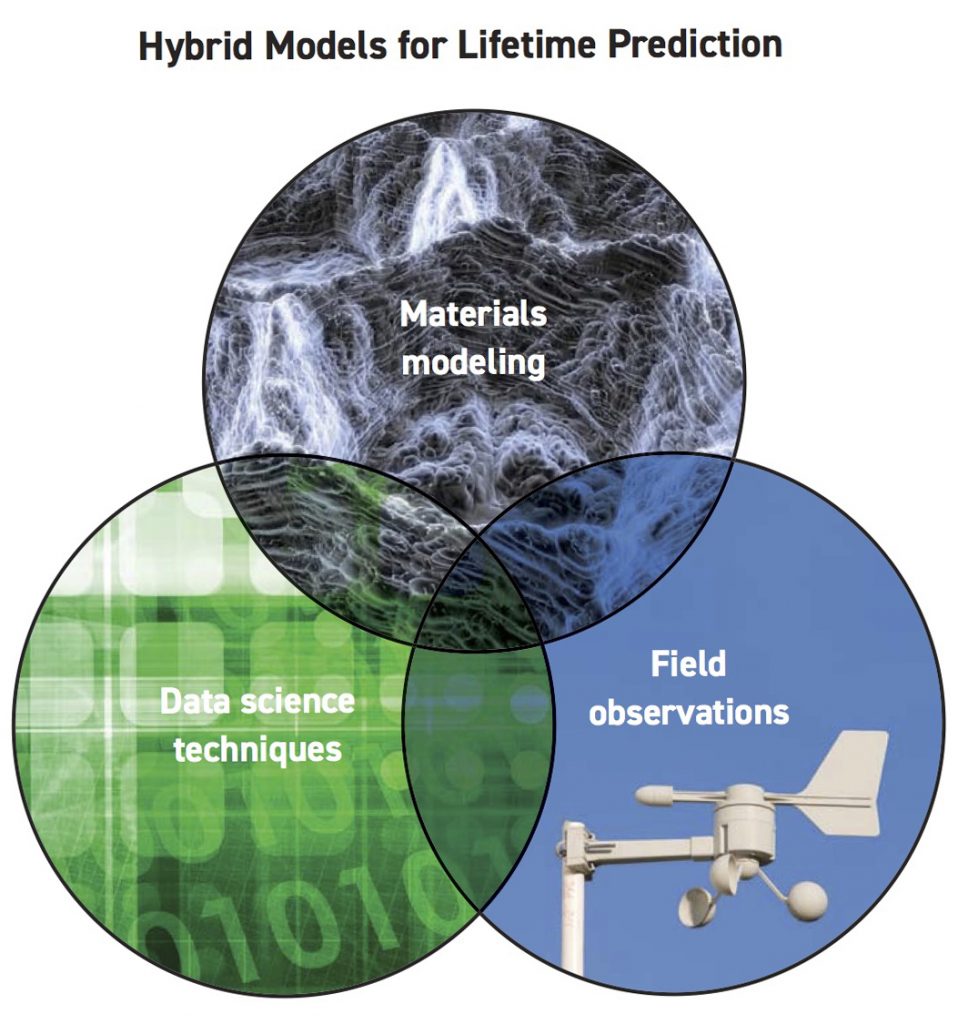
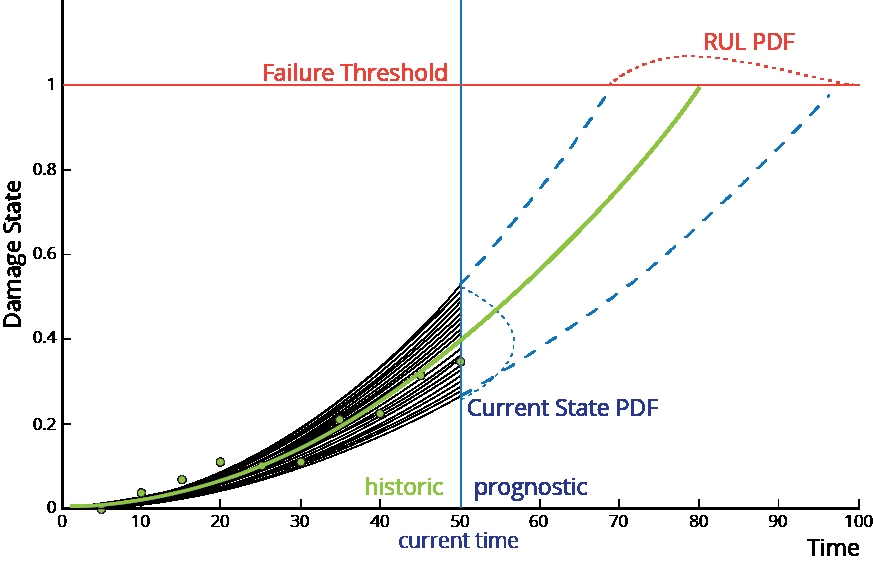
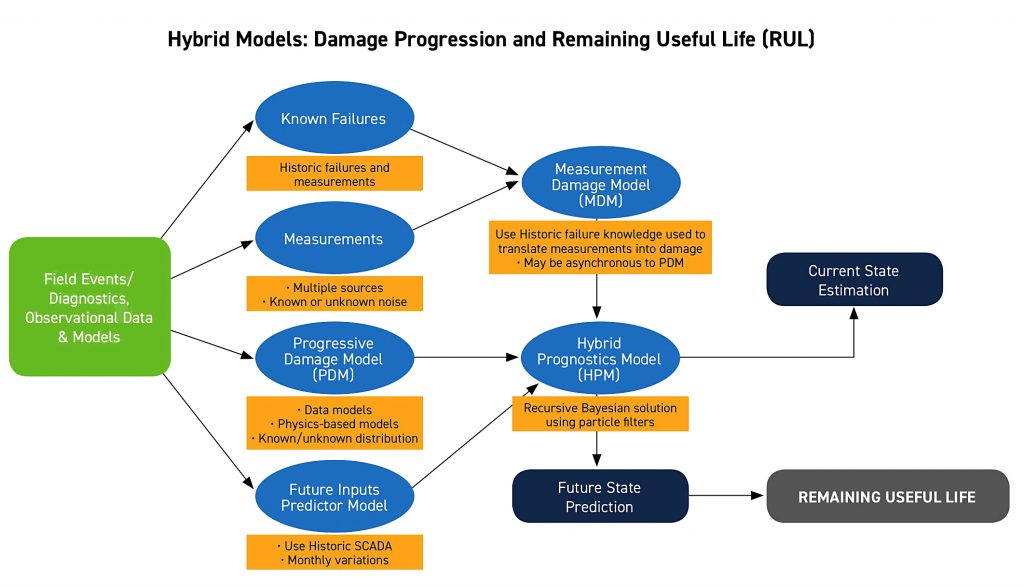
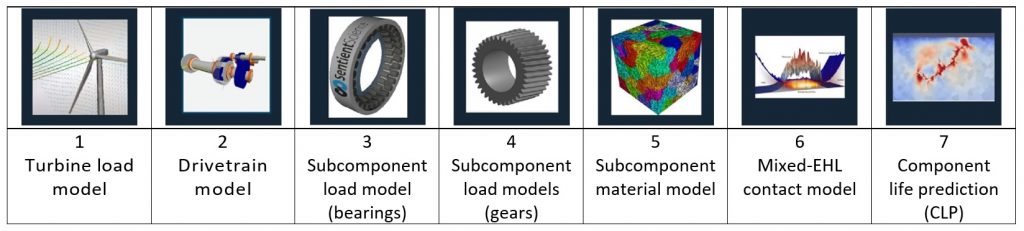
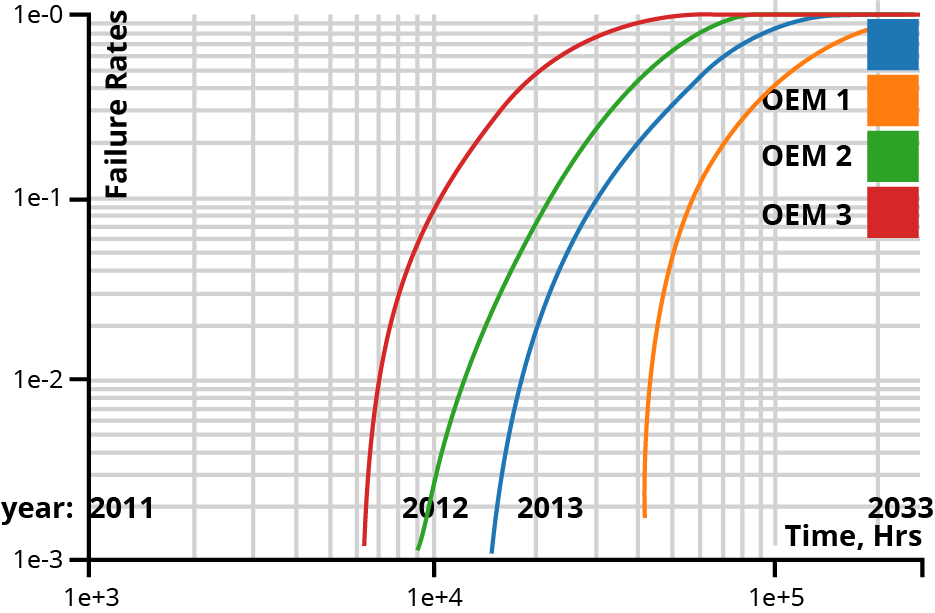









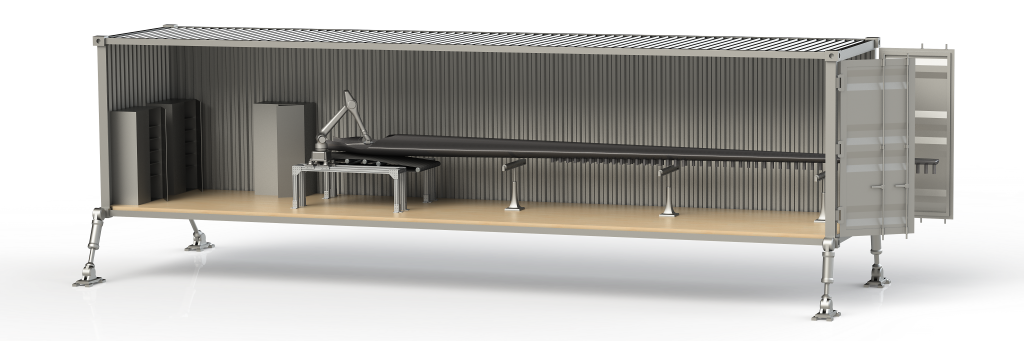
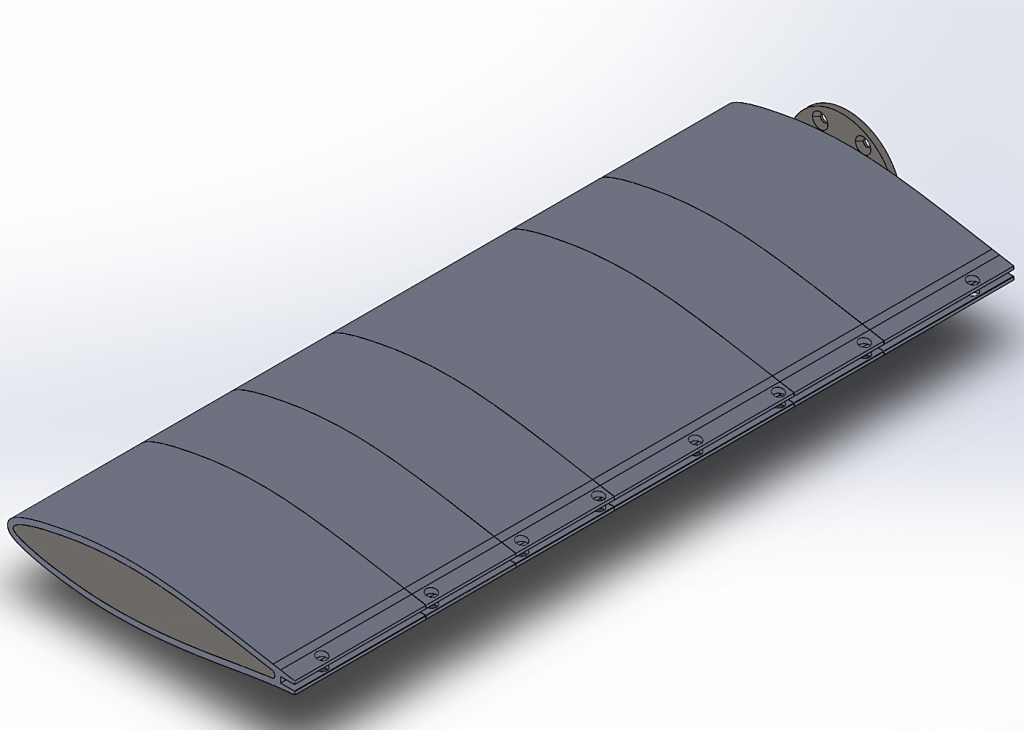


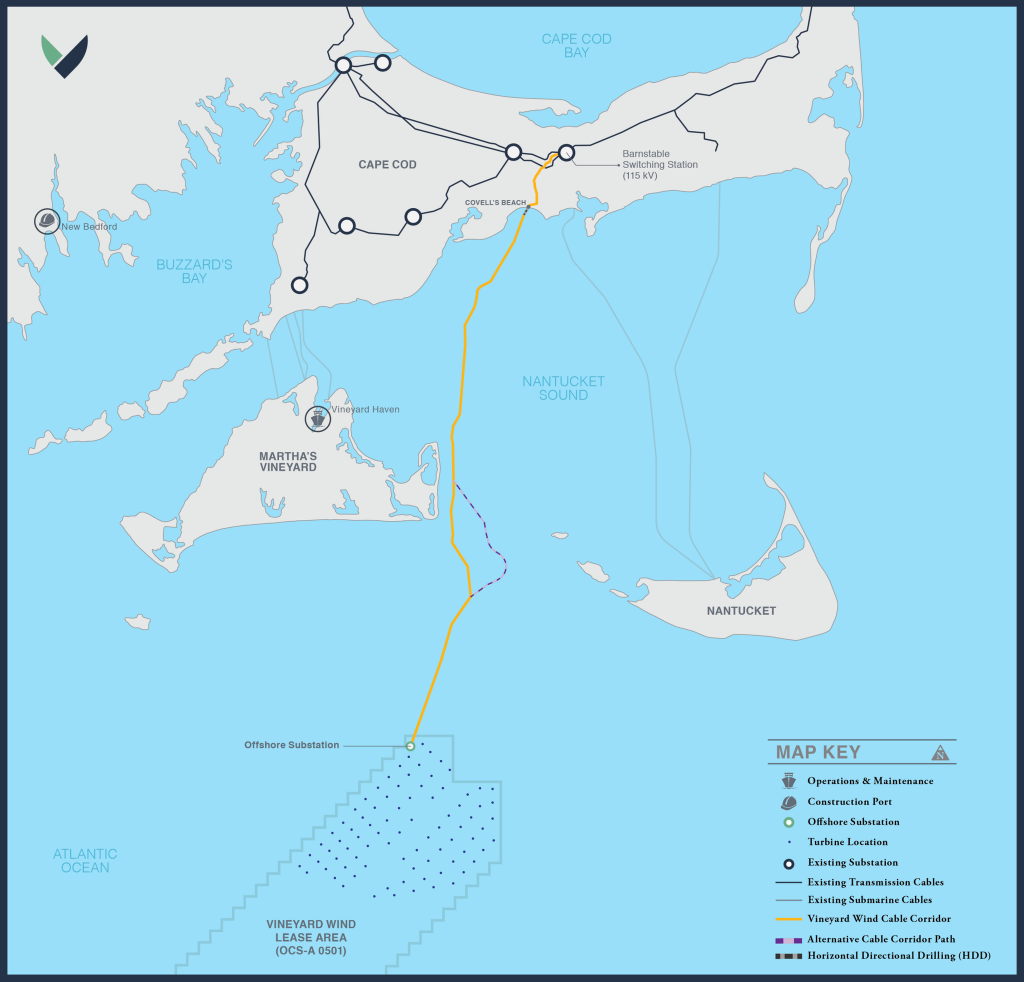



 Your Climb Auto System costs more than a climb assist. How do you justify that investment with the owner-operators?
Your Climb Auto System costs more than a climb assist. How do you justify that investment with the owner-operators?






