Independent power producer Red Rocket has placed a 108-MW order for the Witberg Wind Farm, to be in Western Cape, South Africa. The contract includes the supply and installation of 24 V136-4.5 MW wind turbines, as well as a 15-year Active Output Management 5000 (AOM 5000) agreement.
“Red Rocket recently affirmed its position as a leading Independent Power Producer in South Africa by successfully achieving financial close for the Witberg Wind Farm, located in the Western Cape with a 108-MW nameplate capacity,” said Matteo Brambilla, CEO Red Rocket.
“This project will be the largest private wind farm constructed in South Africa to date, and it will contribute significantly to South Africa’s energy landscape.
The private off-taker for this venture is Sibanye Stillwater. For this historic project, we are partnering with Vestas and believe that renewable energy, such as wind power, is the key to a sustainable and greener future for the region.”
“I would like to thank Red Rocket for their trust in Vestas’ 4-MW platform,” said Vestas Managing Director Novani Ganess-Johnson. “We are glad to see how the versatility of our portfolio continues to contribute to the country’s energy transition. We are convinced that wind power can play a paramount role in achieving a more reliable, affordable, and sustainable energy mix in South Africa.”
Turbine delivery is expected by the second half of 2024 and commissioning is planned for the first quarter of 2025.
Vestas leads the South African wind-power market with more than 1.4 GW of installed and under construction capacity.
Vestas has received a firm order from SAB WindTeam GmbH for the Bockenem project in Lower Saxony, Germany.
The order consists of seven V162-6.2 MW wind turbines and includes supply, delivery, and commissioning of the turbines. Upon completion, Vestas will service the turbines under a 25-year Active Output Management 5000 (AOM 5000) service agreement designed to ensure optimized performance of the assets.
The Germany order includes seven V162-6.2 MW wind turbines. (Courtesy: Vestas)
“We are pleased to build upon our strong track record to successfully execute projects with SAB; this project is another great example of the collaboration between SAB and Vestas,” said Sulai Fahimi, vice president sales Central Europe in Vestas.
“We would like to thank the whole SAB team for their trust in Vestas and our products, and we are looking forward to the upcoming projects in the joint pipeline.”
“The Bockenem wind farm is the next project in our intensified collaboration with Vestas,” said Lars Niebuhr, one of SAB WindTeam´s managing directors. “The project is a very important milestone in our presence in Lower Saxony and emphasizes our commitment as a reliable partner for all local stakeholders involved.”
Turbine delivery is expected to begin in the third quarter of 2024 with commissioning scheduled for completion in the second quarter of 2025.
Guardian recently announced its new C7 Cable Climbing Sleeve and Cable Climbing System is available in the U.S. and other regions, following OSHA/ANSI regulatory standards.
Guardian’s cable climbing system is available in galvanized steel. (Courtesy: Guardian)
The C7 Cable Climbing Sleeve is a patent-pending fall arresting sleeve designed to be up to 25 percent lighter and to provide unrivaled climbability. With its true, easy, one-handed operation, users can attach, detach, and re-attach the sleeve in seconds. It offers uninterrupted ascent and is engineered to mitigate nuisance lock-ups on descent after long days at height. It’s designed with a double-action gate opening mechanism that ensures the sleeve will stay securely attached to the cable. The C7 Cable Climbing Sleeve’s built-in energy absorber and anti-panic locking cam ensures safe arresting performance in the event of a slip or fall.
The Cable Climbing System offers users easy installation with superior energy-absorbing properties, making it an ideal personal fall arrest system (PFAS) solution for vertical applications. Its patent-pending mounting clamps reduce needed installation hardware by up to 25 percent, offering easier installation and reducing the risk of dropped objects at height. The system also features a patent-pending energy absorbing component that provides superior arresting forces in the event of a fall.
“We designed the system and C7 Cable Climbing Sleeve with the end user as our primary focus,” said Kevin Fitzpatrick, Guardian’s senior product manager. “We wanted workers to not only maintain a safe climbing experience but also do so with ease. When used together, the Cable Climbing Sleeve and System makes climbing easier and quicker for a better all-around experience.”
The C7 Cable Climbing Sleeve and Cable Climbing System are qualified to ANSI Z359.16 and OSHA 1910.26 & 1926.1053 when used together. The Cable Climbing System is available in galvanized steel utilizing a 3/8”, 1×7 strand, galvanized steel solid core cable.
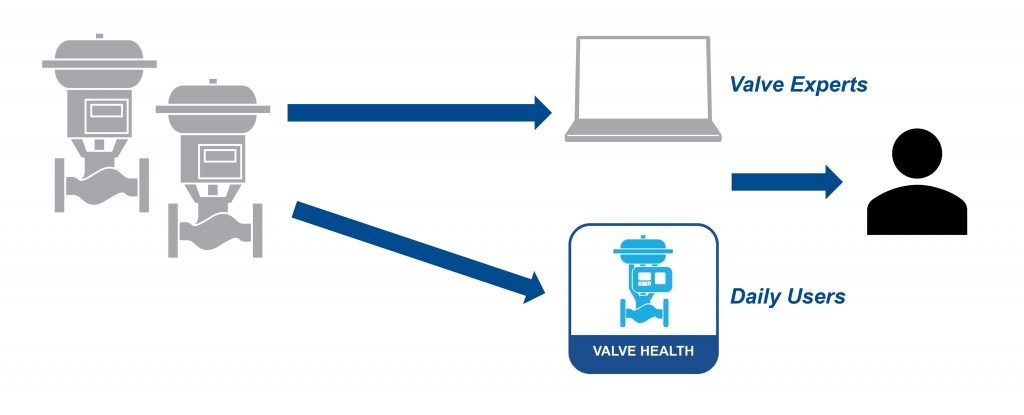
Emerson recently announced the Plantweb Insight Valve Health Application, a software tool that combines Fisher control valve expertise with advanced analytic algorithms. The new app makes it possible for users to visualize an entire connected fleet of valves, while prioritizing actions based on the health index of each valve. This helps plant personnel optimize valve repair activities, resulting in faster and better maintenance decisions, leading to reduced downtime.
Most process plants and facilities have hundreds of control valves installed and operating in various applications. These valves have multiple parts that must frequently move in concert to regulate flows of process media, with some of these parts coming into constant, direct contact with the media.
Plantweb Insight uses custom data analytics to provide timely plantwide health indicators for improved safety, maintenance, and performance. (Courtesy: Emerson)
These operating conditions create wear and tear, requiring maintenance personnel to track the condition of each valve. This is typically done by examining each valve individually, either locally or remotely, a time-consuming endeavor that requires a high level of expertise to ascertain valve health and follow-up action.
The Plantweb Insight Valve Health Application speeds and simplifies this control valve monitoring task by providing a user-friendly interface, with easy-to-understand and intuitive graphics. The app includes Emerson’s Valve Health Index, which shows plant personnel the level of health for each valve. The Valve Health Index allows users to enter information regarding their plant’s processes, including criticality of the valve and financial impact if the valve were to fail, making the index more informative.
The app allows users to prioritize repair and maintenance activities with five different indicators — repair urgency status, valve health index, financial impact, criticality, and NE107 alert status — to meet specific needs. The app includes explanations, recommendations, and suggested time to take action. This last indicator is new to the market and is one of the app’s exclusive features.
“Plants and facilities harnessing all the functionalities of the Plantweb Insight Valve Health Application will experience reduced analysis time, faster troubleshooting, and improved prioritization of maintenance actions,” said Jaime Alvarado Millan, software product manager for flow controls with Emerson’s final control business. “The result will be fewer man-hours required for repairs and maintenance, increased uptime, and fewer unplanned shutdowns. These and other benefits will increase productivity, lower costs, and improve profitability.”
Weidmuller USA, a leading provider of smart industrial automation and connectivity products and solutions headquartered in Richmond, Virginia, recently introduced its new OMNIMATE 4.0 PCB Terminal Blocks in the MTS 5 product series. These innovative terminal blocks mark an expansion of the company’s PCB product portfolio.
Featuring Weidmuller’s SNAP IN technology, the OMNIMATE 4.0 Terminal Blocks provide the most efficient wiring and signal transmission in many industrial sectors.
The OMNIMATE 4.0 Terminal Blocks provide the most efficient wiring and signal transmission in many industrial sectors. (Courtesy: Weidmuller USA)
With this new technology, a wide variety of conductors can be connected quickly without the need for tools and wire-end ferrules, making OMNIMATE ideal for the full spectrum of automated processes.
Some industry-leading features of the new OMNIMATE 4.0 Terminal Blocks include:
Pitch 5.00mm, vertical and horizontal orientations in 2 through 12 positions. An optical and acoustic safety indicator shows when wiring is complete.
Easy handling of the push-in buttons when rewiring is necessary.
All parts are received wire-ready with open clamping point.
Ready-to-Robot optimization for fully automated wiring processes.
Options for Screw, Push-In, and SNAP IN connectivity, offering customers a wider range of choices for the connection technology that works best for them.
“Customers can now connect their devices more efficiently because the OMNIMATE terminal blocks are fast, flexible and reliable,” said John Froustet, director, Device & Field Connectivity Division Americas, Weidmuller USA. “Due to OMNIMATE’s modular design and digitalized configuration through the web configurator, there are infinite design possibilities to meet the automation and connectivity needs of any business.”
DistGen, an onshore wind energy independent power producer (IPP) based in the U.K., has adopted Windscope’s hardware-free platform designed to maximize wind turbine health and availability.
By bringing an advanced operations and maintenance (O&M) approach to its small-scale, distributed wind portfolio, DistGen has underscored its commitment to revolutionizing the onshore wind industry by making the most of older assets, propelling the transition from centralized fossil fuel generation to decentralized, sustainable energy solutions.
DistGen operates as a small distributed operator, managing a fleet of community-owned wind turbines. For these assets, maintaining operational availability and an efficient O&M strategy is essential in terms of clean electricity generated and financial returns.
Windscope’s software platform adds a new dimension to DistGen’s operations, integrating with a number of technologies in-house, and allowing the operations team to take advantage of predictive maintenance approaches more commonly deployed for large-scale wind portfolios. The platform will enable DistGen to optimize its wind-turbine health and availability through real-time monitoring, condition-based maintenance, and data-driven insights.
“A key aspect of our mission is the refurbishment and operation of wind turbines that have surpassed their initial operational life,” said Darran Potter, operations director at DistGen. “This approach not only proves to be financially prudent but also significantly reduces the carbon footprint associated with manufacturing new turbines. There is little room for error in this industry — Windscope’s versatile platform allows us to leave even less room for error by efficiently managing our distributed portfolio, ensuring the longevity and reliability of our turbines.”
“Windscope is thrilled to provide DistGen with the advanced tools they need in their mission to democratize the ownership of generating assets and contribute to the growth of distributed renewable generation,” said Joe Donnelly, Windscope CEO. “Our technology is designed to empower operators of all sizes, and this partnership exemplifies how tools such as advanced turbine performance metrics and AI powered fault diagnosis can be applied to enhance the performance and extend the lifetime of onshore wind assets. AI powered monitoring, data integration, and predictive maintenance, implemented correctly, provides significant return on investment for megawatt to multi gigawatt-scale portfolios.”
Windscope’s scalable platform can be deployed by asset managers across large and technologically diverse portfolios; DistGen’s adoption of this tool sets the stage for a more resilient, sustainable, and locally impactful future in the onshore wind energy sector.
Emerging innovation in wind power is addressing the need to improve existing technology while tackling the challenges of the new – including AI – according to the latest patent data analysis from intellectual property firm Appleyard Lees. The company’s newly-launched Inside Green Innovation: Progress Report Third Edition — which analyzes patent filings related to technologies developed to address several key environmental issues facing the world — reveals a change in wind direction for technologies underpinning the renewable energy source.
While traditional wind-turbine innovation as reflected by new patent applications has plateaued in recent years, there’s been a notable spike in innovation for floating wind turbines, though there is also evidence of new developments in remote maintenance for existing turbine technology.
“It’s clear that demand for wind-energy generation is growing, as is the amount of energy produced by wind-related technologies,” said Adam Tindall, Appleyard Lees partner and patent attorney. “And as artificial intelligence and machine learning are starting to feature in almost every aspect of life, the wind-energy sector is no different.”
The Global Wind Energy Council’s Global Wind Energy Report 2023 noted that total installed global capacity will reach 1 TW this year; the report projects this to reach 2 TW by the end of 2030, showing the evident increase in demand for wind energy. And, in the U.K., electricity generation from wind power increased by 715 percent from 2009 to 2021, with turnover from wind energy exceeding £6 billion.
Floating wind turbines have seen a steep rise in new patent applications, increasing from 1,061 in 2016 to 1,125 in 2021. However, despite a record-breaking year in 2021 for offshore wind energy, with 21.1 GW of capacity commissioned, only 57 MW came from floating wind technology, suggesting scope for further investment in innovation.
In the field of remote and automatic repair and monitoring of existing wind turbines, patent applications have seen peaks and troughs in the past decade but remained constant from 2020-2021. The need for safer working practices, both at height and in poor weather conditions, has encouraged innovation in, for example, drones and robots to replace direct human activity on turbines.
And the march of the machines is visible also in rising patent filings for AI-related technologies in wind power, including automatic blade adjustment, power distribution and construction methods.
“The comparatively low baseline of patent applications in both floating wind turbine and remote maintenance technologies suggests there are innovation and associated patent opportunities to harness in the area of wind power,” said Paul Beynon, patent attorney and senior associate. Companies active in wind-power innovation include GE, Siemens Gamesa, and Vestas – collectively accounting for most patent filings from 2018-2021. LM Wind Power, a company that supplied its first turbine blades to the Orkney Islands’ Windmatic turbine in the 1970s, filed its first wind energy patent in the past five years.
The Inside Green Innovation: Progress Report — Third Edition’s focus on wind energy was chosen because of its prominence in the global green innovation conversation, as referenced in the OECD’s and United Nations’ 17 Sustainable Development Goals and the World Intellectual Property Organization (WIPO) Green Innovation Database, a global innovation catalogue that connects needs for solving environmental or climate change problems with sustainable solutions.
Saudi-listed ACWA Power, one of the world’s largest private water desalination companies, leader in energy transition, and first mover into green hydrogen, has broken ground on the first phase of a 3,000 metric-ton-per-year green-hydrogen project in Uzbekistan.
The project was inaugurated by Shavkat Mirziyoyev, president of Uzbekistan; and His Excellency Khalid Al Falih, Minister of Investment, Saudi Arabia. The event was attended by the Prime Minister Abdulla Nigmatovich Aripov, the Ministry of Finance, governor of Syrdarya region, and Uztransgaz chairman; and Mohammad Abunayyan, founder and chairman of ACWA Power.
Uzbekistan and ACWA Power officials at the project groundbreaking. (Courtesy: ACWA Power)
“We are honored that the leadership of Uzbekistan has bestowed their trust in our capabilities to develop the country’s first green hydrogen project,” Abunayyan said. “This marks a significant milestone in the history of Uzbekistan’s energy revolution, and ACWA Power is honored to be leading the charge. I would like to extend my gratitude to all those who have contributed to the success of these projects and reaffirm our enduring commitment to continue our collaboration and investment in Uzbekistan’s bright, sustainable future.”
The project will be developed in two phases: The first phase, a 3,000-metric-ton green ammonia pilot project, is already underway following the signing of the hydrogen purchase and power purchase agreements in May 2023. Once the second phase is complete, 2.4 GW of wind energy will power the production of 500,000 metric tons of green ammonia per year.
When completed in full, this will be ACWA Power’s second utility-scale green-hydrogen project after the NEOM Green Hydrogen Project in Saudi Arabia, which is a joint venture between ACWA Power, NEOM, and Air Products. Uzbekistan is ACWA Power’s second-largest market in terms of investments, underscoring the company’s long-standing commitment to the country with a portfolio including 12 projects, 11 of which are fully-renewable.
Vestas and DTEK recently signed a memorandum of understanding (MOU) to collaborate on the build out of the second phase of the Tyligulska wind project in the southern part of Ukraine. The agreement outlines the conditions and desire to build the 384-MW second phase of the Tyligulska wind project. The first phase of Tyligulska wind project comprised of 114 MW and was successfully commissioned in the spring of 2023.
“We are very pleased to be expanding our partnership with DTEK again and build the Tyligulska project to support the reconstruction of Ukraine’s energy sector and show that Ukraine is open for business,” said Henrik Andersen, CEO of Vestas. “The project is becoming a reality under extraordinary circumstances, and we look forward to working with DTEK on the final steps towards financial closure. Infrastructure projects of this size in Ukraine currently require additional risk guarantees, and we believe supporting a project as ambitious as this can re-emphasize the EU’s support to Ukraine. I want to recognize the visionary leadership of DTEK — thank you for the trust you have shown in Vestas.”
“We are delighted to once again be working with Vestas at Tyligulska on this ground-breaking project, and I would like to thank Henrik Andersen and the team at Vestas for their unwavering support as well as the European Commission and governments of Denmark and Ukraine for their inspiring leadership,” said DTEK CEO Maxim Timchenko.
“(The) memorandum of understanding is a declaration of confidence in DTEK and Ukraine, and a signal that we and our partners will not wait for the end of the war to invest in a greener future. Today, we are busy restoring not only what the occupier is destroying, but also building a new energy system. The Tyligulska wind farm will significantly increase the stability of our energy system, help strengthen the country’s energy security, and enable Ukraine to become a decarbonization leader that can act as an energy hub for Europe.”
Together, the first and second phases of the wind project will have a capacity of 498 MW with a total of 83 V162-6.2 MW wind turbines in 6.0 MW operating mode, making it the largest wind-energy project in the country. The cooperation between Vestas and DTEK on this project goes back to 2021 when the second phase of the Tyligulska project was first announced. When the war broke out, the wind project was put on hold. With the signing of the MOU, the two parties reconfirm their joint commitment and resilience to continue to build out the renewable energy sector in Ukraine.
If and when the agreement translates into a firm and unconditional order, Vestas will disclose this in accordance with the company’s disclosure policy.
Collett Transport has delivered 88 wind turbine components for Drumlins Park wind farm project in Ireland.
Working on behalf of GE, Collett played a pivotal role in transporting blade and tower section components for eight GE 158RD turbines. Each turbine included 11 components: three blades, three blade tips, and five tower sections for a total of 88 components delivered.
The Drumlins Wind Farm is expected to generate up to 49MW of renewable energy. (Courtesy: Collett Transport)
Drumlins Park Wind Farm, one mile south of Newbliss in County Monaghan, is under construction by Energia Renewables, part of Energia Group, which owns and operates 16 wind-farm sites across Ireland, generating more than 350 MW of green electricity.
Prior to starting the deliveries, Collett undertook a test run to identify potential challenges along the transportation route. This approach identified essential modifications, including tree pruning and adjustments to street furniture, ensuring a safe delivery process.
Throughout the project, Collett deployed a dedicated team of eight professionals, including a project manager overseeing all deliveries, three truck drivers, three escort vehicle drivers, and a tow truck driver.
In collaboration with Collett, Edwin Sunderland at Exceptional Load Services Ltd played a crucial role in securing necessary permits and liaising with local authorities, including coordinating with Garda escorts.
Collett employed its specialized fleet of trailers, using super wing carriers for the transportation of 65-meter-long blades, flattop trailers for the additional 15-meter-long blade tip and tower clamp trailers for various tower sections. The longest tower sections measured 28-meter-long and the heaviest weighed 62 metric tons.
All components were loaded at Belview Port in Waterford and strategically transported during night-time deliveries to minimize traffic congestion. Covering a distance of 199 miles, the journey took nine hours.
The Drumlins Wind Farm, expected to be operational in 2024, is anticipated to generate up to 49 MW of renewable energy. This output is projected to meet the electricity demands of about 34,000 Irish households and offset 58,000 metric tons of CO2 annually, reinforcing the commitment to a greener and more sustainable future.
GZA GeoEnvironmental, Inc., a multi-disciplinary firm providing geotechnical, environmental, ecological, water, and construction management services, has completed a full suite of geotechnical, marine, and coastal consulting services in support of design and permitting Crowley Wind Services’ Salem Offshore Wind Terminal. Design and permitting are now well underway with a goal of breaking ground in the first quarter of 2024. The construction timetable will be developed over the coming months and is anticipated to take 24-30 months.
Crowley Wind Services’ goal is to break ground on the Salem Offshore Wind Tunnel by the first quarter of 2024. (Courtesy: GZA)
The terminal, on the 42-acre site of a former coal- and oil-fired power plant on Salem Harbor in Massachusetts, will provide new heavy-lift deployment and logistics services for offshore wind operations, including staging and partial assembly of offshore wind-turbine components, berthing and moorage of wind-turbine installment vessels (WTIVs) for loadout operations as well as heavy transportation vessels (HTVs) for inbound deliveries.
Working as a subcontractor to AECOM, the lead design consultant, GZA successfully managed and executed a phased approach for geotechnical site investigations consisting of land borings, water borings, cone penetrometer test (CPT) soundings, test pits, and geophysical surveying and mapping. GZA worked with several local laboratories to complete an extensive soil and rock laboratory testing program and produce a subsurface profile and Geotechnical Data Report.
GZA also provided marine and coastal consulting services to AECOM during the design phase, including regulatory compliance review for coastal resilience design, metocean analyses, and development of wave and flood loading models that were used to design the new waterfront infrastructure.
“GZA has had decades of experience working at the Salem Harbor site, including performing geotechnical and related engineering services for the replacement of the coal power plant with a cleaner-running natural gas generating station,” said Patrick Sheehan, GZA president and CEO. “GZA’s proud and honored to have completed our scope of services for the next transformation of the site as a Crowley Wind Services terminal that will play a critical role in support of the development of clean, renewable offshore wind for New England, and add to our broad portfolio of offshore wind projects in New England and beyond.”
The friction torque of rotor blade bearings is a required parameter for the design of pitch actuators and may provide information about continued degradation and impending failure of the bearing. The torque is heavily influenced by the operating conditions and external loads acting on the bearing. Test results for real-size bearings under realistic loads are rare.
This article presents test results of various double-row four-point bearings of three different diameters, ranging from 0.7 meters up to 5 meters. They are loaded with bending moments and axial loads, and their behavior at different speeds is compared. For the same bearing type, large differences are observed at zero load that decrease for higher loads. At lower contact pressures, the change from four-point into two-point contact is clearly visible and results in a temporary decrease of the torque. To monitor potential degradation of the bearing, an empirical model that can be fit to a particular bearing is proposed.
Windmill for electric power production, Pozuelo de Aragon, Zaragoza, Aragon, Spain
1 Introduction
Rotor blade bearings rotate (“pitch”) the blades of modern wind turbines along their longitudinal axis. This allows for braking of the turbine and is therefore a safety-critical function. Aside from the large movements required for braking, blades also pitch by small angles in order to control the power of the turbine, and manufacturers are increasingly utilizing this to reduce fatigue loads on the other components [1]. Pitch movement is commonly facilitated with an electrical pitch drive or a hydraulic one. The friction torque of the bearing is a required parameter for the design of these actuators. As it is significantly influenced by the loads acting on the bearing, a friction torque model is needed to gauge the torque of the bearing in operation when the actuator design is carried out.
The friction torque is a resistance that acts against the direction of rotation. It is caused by friction of the rolling bodies with the raceway and, to a lesser extent, with the cage, as well as the friction of the seal. Rolling body to raceway friction is the greatest component of the friction torque, and it is therefore highly dependent on the load distribution within the bearing [2]. Bearings can experience a number of different damage modes. These include, but are not limited to, rolling contact fatigue of the raceways, wear of the raceways, destroyed rolling elements, and cage failure [3][4]. All of the aforementioned can affect the load distribution or change the friction torque in another manner, e.g., by increasing raceway roughness or producing debris in the bearing. Therefore, a large number of damage mechanisms can be detected externally by monitoring the friction torque of the bearing. A change of this characteristic under comparable conditions indicates damage in the bearing. Rotor blade bearings, however, experience stochastic operating conditions.
Comparable load situations may thus be difficult to find, hence why a friction torque model can be of great help to gauge whether the bearing’s behavior has altered. There are a number of friction torque models to be found in the literature. An overview of relevant empirical models is given in [5], who apply the results to a blade bearing subjected to a bending moment and compare the various models with test results. Another measurement of blade bearing friction torque is given in [6], where a blade bearing is placed on a test rig and subjected to a combination of bending moment, radial force, and axial force. The measured friction torque is then compared to an empirical model. Both publications suggest the models do not necessarily reflect the torque of rotor blade bearings accurately.
The two aforementioned publications are the only publications with measurements of blade bearing friction torque known to the authors. Other friction torque models can be found e.g. in [2] [7], where the authors construct a detailed contact model of bearings and predict bearing torque based on simulated contact stresses.
Friction torque measurements of large slewing bearings are expensive and elaborate procedures, particularly for measurements under realistic loads. Real-size blade bearings are large and test rigs that can apply loads in all degrees of freedom are rare. This article aims to supplement the existing literature with many additional measurements under various loads shown in Section 4 using the test setups shown in Section 2. We then propose a friction torque model that can be fit to individual bearings in Section 5, before finishing the article with conclusions in Section 6.
2 Test Setup
The results presented in this article consist of test results collected over the span of several years. The measurements were taken in the context of various test campaigns. They contain results for bearings of three different sizes, tested on four different test rigs. Bearings of each size were subjected to both axial loads and bending moments.
All bearings investigated in this article are double-row, four-point bearings. This is currently the most common type of blade bearing [8]. All of the bearings tested are made of 42CrMo4 steel with balls made of 100Cr6 steel, which is a typical combination for blade bearings [9]. The bearings were made by three different manufacturers who commonly supply bearings to actual wind turbines, and they all use the same commercial grease specifically recommended for blade bearings.
Table 1: Double-row, four-point bearing types used for this article.
The three bearing sizes used for this article are listed in Table 1. The smallest ones are referred to as “0.7-meter bearings” in the following. They are used for more fundamental tests and are much smaller than the blade bearings used in modern, multi-MW turbines. Nonetheless, the 0.7-meter bearings were manufactured using the same techniques also used for larger bearings, and their design was made to resemble actual blade bearings as closely as possible. Next in line are the “2-meter bearings.” These bearings were made for existing 3 MW onshore turbines. Two slightly different versions of this bearing were tested, with one having four more balls than the other but otherwise being of identical dimensions.
This is because the two slightly different versions were built by two different manufacturers. Finally, the “5-meter bearings” are bearings created for the theoretical IWT7.5 reference turbine, a 7.5 MW nearshore turbine [1]; they are described in more detail in [10]. All bearings use different seals, with the smallest bearings having only one dust lip for the upper and lower seal while the other two bearings have two lips per seal.
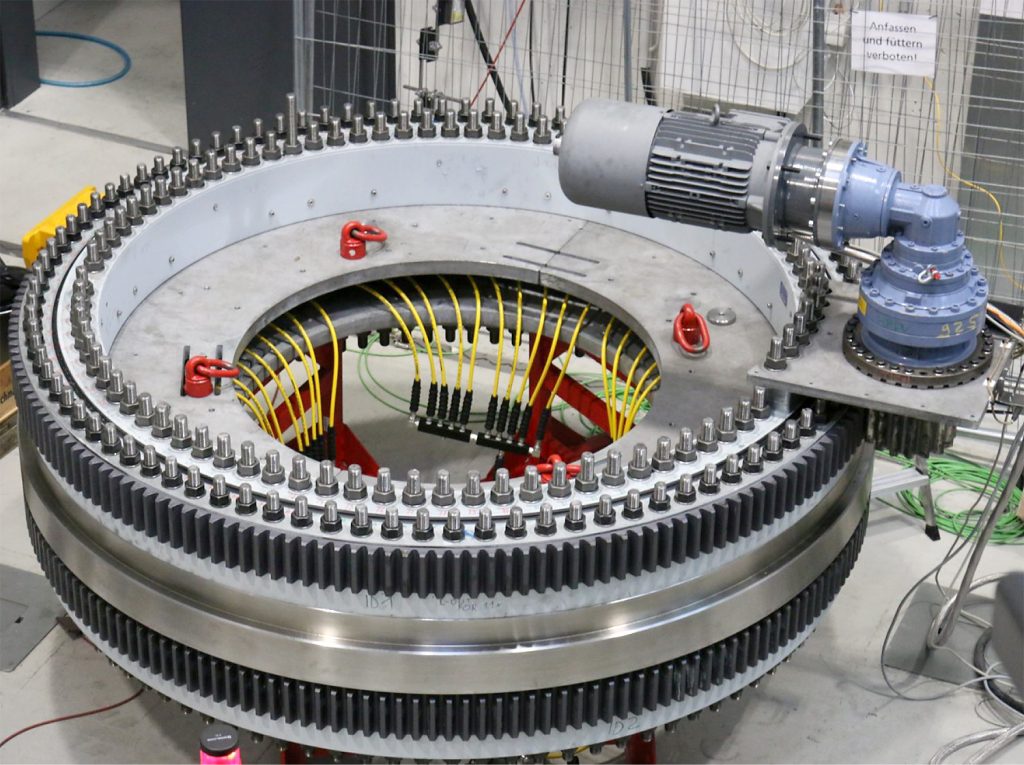
Four different test rigs were used for the generation of the results in Section 4. The test rigs are shown in Figure 1. Two test rigs are hexapod designs that can apply loads in six degrees of freedom (DOF), while the other two are less complex in their design. The smallest of the test rigs is called “Bearing Endurance and Acceptance Test rig 1.1” (“BEAT1.1”) and is shown in Figure 1a. It was used to generate test results for the 0.7-meter bearings. It is a hexapod design and can thus apply loads in six DOF, but is particularly suited to the application of high bending moments due to the orientation of the cylinders. This allows for an application of loads that closely resemble those on an actual blade bearing in a wind turbine.
(a) “BEAT1.1,” for 0.7-meter bearings (in metallic) @Fraunhofer IWES/Ulrich Perrey.(b) “BEAT2.1,” for 2-meter bearings (at blade root) @Fraunhofer IWES/Martina Buchholz.(c) “BEAT2.2,” for 2-meter bearings (in non-metallic gray, with gear teeth on outer ring) @Fraunhofer IWES/Karsten Behnke.(d) “BEAT6.1,” for 5-meter bearings (in orange) @Fraunhofer IWES/Marcus Heine. Figure 1: Test rigs used for the measurements.
Bearings are installed in the center of the hexapod, connecting the bottom of the structure with the upper, actuated platform. Due to the closed-chain design of the hexapod, two bearings are required in order to rotate the blue-colored central element shown in Figure 1a. An electrical drive is used to turn the bearings. There are two test rigs shown for the 2-meter bearings. These are only able to load the bearings accurately in fewer DOF. The first of these is called “BEAT2.1”; it is shown in Figure 1b. It is the only open-chain test rig design included in this article and, consequently, the only one that merely uses one bearing for a test. The test rig consists of an actual hub of the wind turbine for which this bearing was used, and a significant part of its blade. Rotation of the bearing is achieved using an electrical drive. By applying a load to the blade, it is possible to apply a bending moment to the bearing.
This procedure is explained in detail in [5], and the test results of the BEAT2.1 included here are identical to those in the aforementioned reference, with the only difference being they are not normalized in this article. The “BEAT2.2” shown in Figure 1c is made for the same size of bearings, but it can only apply compressive axial loads. Additionally, the bearings were sourced from a different manufacturer and, therefore, contain four fewer balls, as mentioned earlier. Finally, the “BEAT6.1” shown in Figure 1d is the largest and most versatile of all test infrastructures used in this article. It employs a hexapod design like the BEAT1.1, but additionally uses elements that were designed to represent the stiffness behavior of the blade and hub of the IWT7.5 turbine, respectively.
The bearings in the image are orange. The red structure above the upper and below the lower bearing represents the hub stiffness, and the white structure in the middle represents the blade stiffness. Therefore, this test rig design combines the upside of the BEAT2.1 — the representation of realistic stiffnesses of the surrounding structures of the bearings — with the BEAT1.1’s ability to load the test rig in all six DOF.
Torque measurements were conducted differently depending on the test rig. The BEAT1.1 uses a calibrated torque meter off the shelf between the gearbox and electrical drive. Torque measurements Tmeas thus contain both the bearing torque Tb as well as the gearbox torque Tgb, but the results shown in this article have been corrected for the gearbox by use of an empirical function created by the authors,
where Vz is the rotational speed of the bearing and t is the measured temperature. The values c1 to c3 are empirical variables that were determined by moving the gearbox without any attached bearing. To validate the gearbox torque model above, the corrected torque Tb = Tmeas – Tgb,fit at zero load was then compared to the value given by the manufacturer in the bearing’s test certificates.
Both the BEAT2.1 and the BEAT2.2 use a custom–built torque meter that sits at the end of the gearbox and is thus unaffected by the gearbox torque, but may still be slightly affected by friction of the pinion against the bearing gears. The functionality is also described in [5]. Finally, the tests for the BEAT6.1 were carried out using a hydraulic actuator with a load cell installed at its end, so that only friction at the swivel head of the cylinder is measured on top of the actual bearing torque. The load cell measures a force that is then translated into a torque of the bearings. For all test rigs with two installed bearings, the measured torque was divided by two in order to obtain the torque of one average bearing.
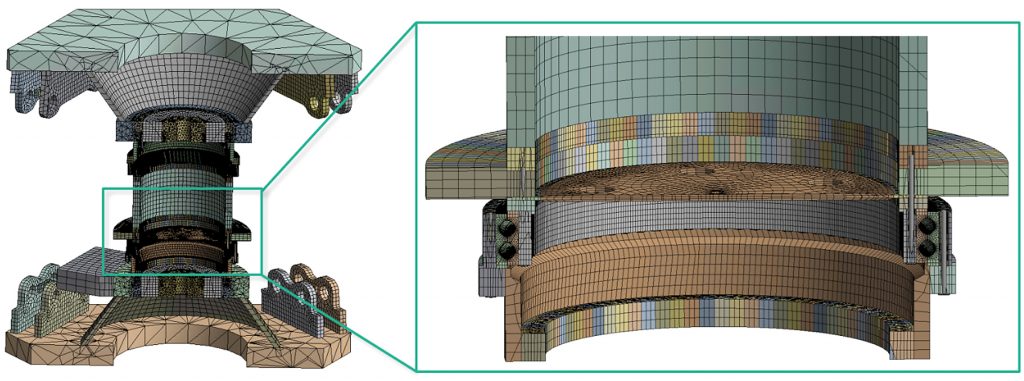
3 FE models
Finite element (FE) analyses were conducted to validate some of the behavior seen in the test results in Section 4. The FE models of the three different bearings are modeled according to the method published by Daidié [11]. This is a common method that reduces the computational effort significantly by means of nonlinear spring elements, which represent the rolling bodies. Rigid beam elements connect the springs with rigid shell elements that lie on the surface of the raceway. The shell elements roughly represent the size of the contact ellipse at a characteristic contact pressure. A force-deflection curve, calculated according to Houpert [12], controls the behavior of the springs. Each spring represents one load-transmitting diagonal of a ball. Therefore, two spring elements represent one ball in a four-point contact ball bearing.
Blade bearings are typically manufactured with negative clearance, i.e., preload of the balls [9], to ensure every ball is in contact with the raceway under unloaded conditions. Due to the modeling approach used and the secure connection of the shell elements with the raceway, it is not possible to model a negative clearance directly. To consider the preload of the bearing, a temperature-dependent behavior of the beam elements is enabled. In the analysis, a defined temperature gradient makes the beam elements expand in a first load step.
This results in a preload force in the nonlinear spring elements. The desired preload force can be calculated using the contact deformation and related contact pressure according to [12]. The 5-meter bearing, for instance, has an average ball oversize of 75 µm. This is equivalent to a negative clearance of 37.5 µm for one ball-raceway contact. The respective ball load of a contact deformation of 32.5 µm is hence used as the ball preload. Then, the temperature gradient in the FE model is set accordingly to match the calculated ball force. The external load is applied in a second load step.
Whereas the external loads are directly applied to the flange surfaces for the FE simulations with the 2-meter and 5-meter bearings, the 0.7-meter bearing is initially implemented in a complete model of the BEAT1.1 test rig structure. The FE model of the BEAT1.1 with implemented bearings is shown in Figure 2.
Figure 2: FE model of the BEAT1.1.
The loads are applied by six joint couplings between the foundation and the upper, actuated platform in order to represent the load application with the six hydraulic cylinders of the test rig. Bolts at both the inner and outer rings of the bearing as well as frictional contacts between all inner cylindrical component flange surfaces ensure a realistic deformation behavior of the structure.
4 Test results
Several bearings were tested on each test rig but the BEAT2.1, which only tested one. All bearings have been subjected to a bending moment and an axial force. Bending moments are the most significant type of load acting on blade bearings [13], since the blade acts as a lever. The bending moment causes an axial load distribution along the circumference of the bearing, with one side being compressed and the other one being under tension. Moreover, axial loads on blade bearings are typically larger than radial loads [13]. For these reasons, an axial load is also applied. The loads were chosen such that they caused a contact pressure of 2-2.5 GPa, since these are realistic values for blade bearings in regular operating conditions [14].
The bearings all performed an oscillating movement, moving forward by 60° (BEAT1.1, BEAT2.2, BEAT6.1) or 10° (BEAT2.1) from an initial position and then back again. Data was recorded with a frequency of 50-200 Hz, and the average absolute torque value during the movement, including the forward and backward movement, was taken. Spikes at the beginning and end of the movement were excluded.
Figures 3 and 4 show the test results for the 0.7-meter bearings. Figure 3a shows the torque under a moment load, with the bearing being subjected to positive and negative moments ranging from minus-125 kNm to 125 kNm. Results for axial loads ranging from minus-500 kN to 200 kN are displayed in Figure 3b. There are two scales given for the abscissa, with one showing the global load acting on the bearing denoted Mb for the bending moment and Fax for the axial load. The scale below shows the maximum contact pressure that follows from a simplified model of these bearings with stiff rings, zero clearance, and two-point contact. This is intended to allow for better comparison of the results of differently sized bearings.
The results show a significant difference in torque at zero load for the bearings although they are of identical type and produced in the same batch. At Mb = 0 as well as Fax = 0, the bearing is essentially unloaded (more precisely, the lower bearing is unloaded; the upper one will experience slight tension due to the compensation of the weight of the blue steel tube between the two bearings). The friction torque varies by a factor of more than three between bearing IDs 172/173 and 143/144. These differences correspond to the friction torque measured by the manufacturer and documented in the bearing’s acceptance test certificates, and bearings were sorted in pairs so these values resemble each other.
Figure 3: Friction torque measurements for the 0.7-meter bearing.
The differences thus likely stem from manufacturing fluctuations; that is to say, differences in external clearance: Due to quality fluctuations in the manufacturing process, the preload varies, and its actual value has a significant effect on the friction torque, as has been shown by Chen et al. [9]. Bearings are usually assembled by introducing a set of balls within a defined diameter range and checking if the torque is within specifications, and the range of allowed torque is often broad since there is no requirement to reach an exact value. In this case, it was merely specified for the bearings to have negative clearance, without any initial torque range being specified.
Differences in the torque between the bearing sets can be seen to decrease as an external load is applied, particularly for the high thrust loads in Figure 3b. This appears to validate the theoretical results of Heras et al. [7], who modeled a bearing with manufacturing faults and concluded that their effect on the load distribution decreases as external loads increase. However, there are still major differences in the torque at high moments, even despite the high associated contact pressures (see Figure 3a).
Furthermore, it is noted that, at low loads between 0-1.5 GPa, the torque drops when the absolute value of loads is increased. This seems counterintuitive, as friction is typically assumed to be roughly proportional to the normal load. Two factors likely play a role here: The bearings have four-point contacts, and they are preloaded, as mentioned earlier.
This means that, for zero load, the friction torque is given by the sum of four contacts per ball. As the load increases, the contact eventually turns into a two-point contact [3], and it is likely the transition occurs at these low pressures and, therefore, causes the drop in friction torque. FE analyses were conducted to validate these theories. Using a ball oversize of 35 µm to reach negative clearance, the transition from four- to two-point contact occurred fully at Fax = minus-200 kN and Fax = 180 kN for axial loads and at Mb = ±30 kNm for bending moments. These points correspond well to the local minima of the torque shown in Figure 3.
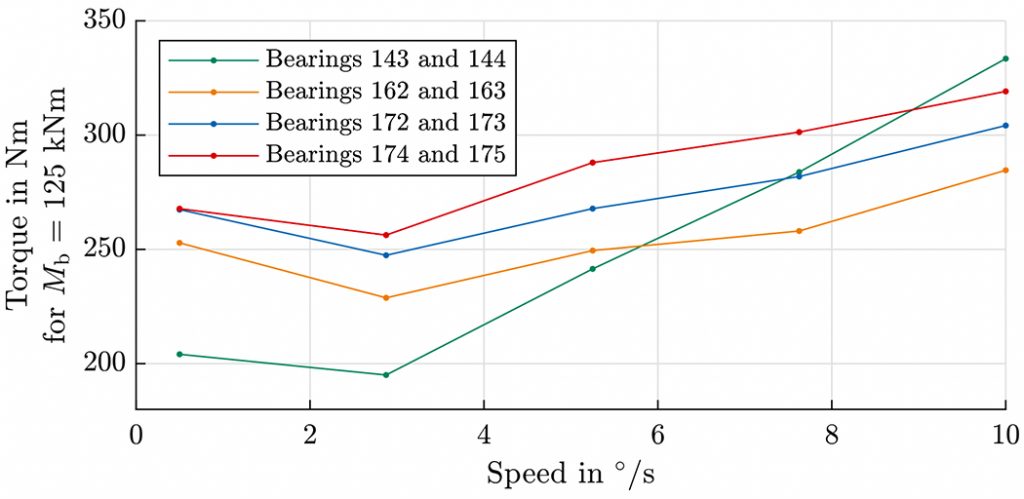
Figure 4: 0.7-meter bearings at different speeds at a constant bending.
Speed influence of the torque is depicted in Figure 4 for a constant bending moment of Mb = 125 kNm. Speeds were chosen to represent actual operating speeds in a turbine. Generally, an increase in the torque at higher rotational velocities can be observed, but the exact influence of the speed on friction torque appears to change depending on the bearing. For bearing IDs 143/144, the influence is significant, and the torque at a rotational velocity of 10°/s is over 60 percent higher than at the low speed of 0.5°/s. For the other bearings, the increase between these two points is below 15 percent. Similar behavior was also evident at other loads not included in this article.
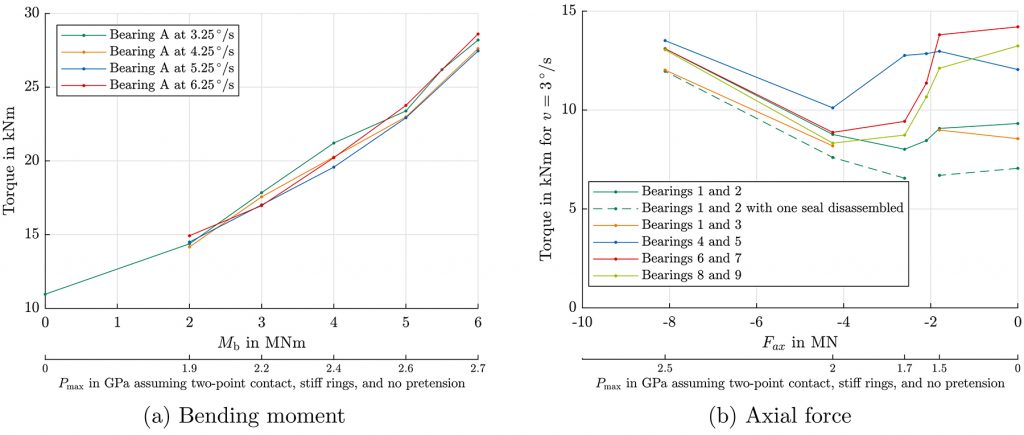
The results for the 2-meter bearings are given in Figures 5 and 6. Note that the axial and moment load cases have been obtained with two different test rigs as explained in Section 2. The impact of the bending moment on friction torque is given in Figure 5a for a single tested bearing at different rotational velocities. The effect of the rotational speed is observed to be almost negligible, while the influence of the moment is significant. Unlike in the other plots shown in this article, there is no visible drop in the torque for an increased moment. This is likely due to the resolution of the measurement data: As seen in Figure 5a, the torque was only measured at 0 MNm and 2 MNm, corresponding to 0 GPa and 1.9 GPa, respectively. The transition from four- to two-point contact likely occurred in between these two measurement points and is therefore not visible in the figure.
Figure 5: Friction torque measurements for the 2-meter bearing.
Moreover, due to the design of the BEAT2.1, the blade had to be disassembled for the 0 MNm measurement, and, therefore, the blade flange was not preloaded with bolts as it was for the other measurements. This may also have slightly decreased the torque at zero load. Finally, as seen in Figure 3, the axial load appears to cause a greater drop in torque, since all balls transition from four- to two-point contact at the same time with an axial load, whereas the transition is more gradual for a bending moment and may thus be less visible in the data.
This theory is further supported by the behavior of the bearings under an axial thrust load depicted in Figure 5b. Here, a clear drop in the torque is visible in the region between 0 GPa and 2 GPa contact pressure.
Again, as already seen for the 0.7-meter bearings, the effect of manufacturing fluctuations appears to cause significant differences in the torques in an unloaded state of the bearing. These differences decrease for a high thrust load in a very similar manner to those of the 0.7-meter bearing, converging against each other and, thereby, further supporting the simulations of Heras et al. To validate whether the drop may be caused by a transition from four-point into two-point contact, FE simulations were performed and showed a transition at a load of 2.6 MN for a ball oversize of 45 µm.
Bearing IDs 1/2 were tested with a disassembled upper seal on one of the bearings, and the results are compared to the bearings with a complete set of seals. The effect of the seal on friction torque appears to be roughly constant, particularly at higher loads.
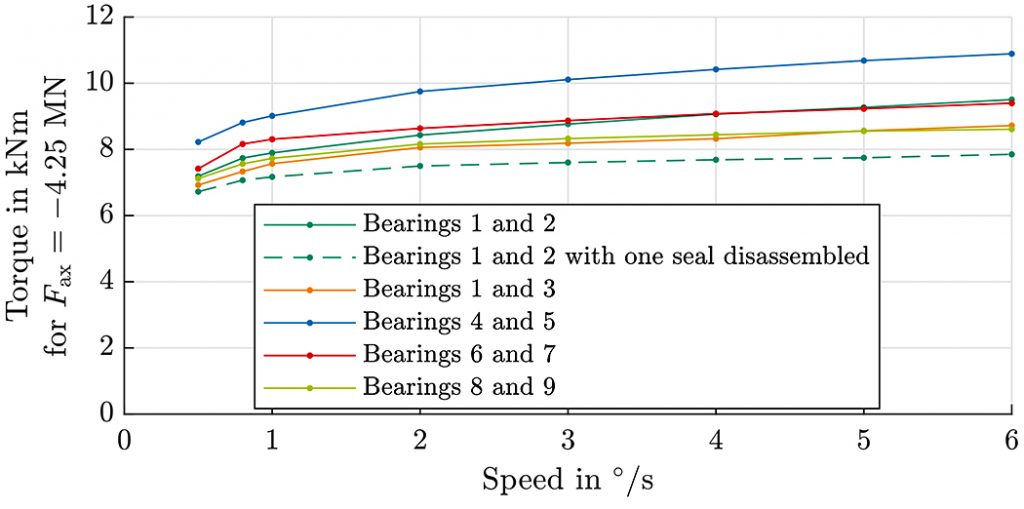
Figure 6: 2 m bearings for different speeds at a constant axial load.
Additionally, all bearings were tested at different rotational velocities on the BEAT2.2 test rig. The results for a thrust load of Fax = minus-4.25 MN are given in Figure 6. As already seen with the 0.7-meter bearings, the effect of the speed on friction torque appears to depend on the particular set of bearings that were tested. Furthermore, a slight increase in the torque is observed at higher rotational speeds, ranging from 20 percent to 30 percent depending on the bearings. As above, bearings IDs 1/2 were also tested with one disassembled seal, and the offset is again roughly, though not exactly, constant over all speed levels.
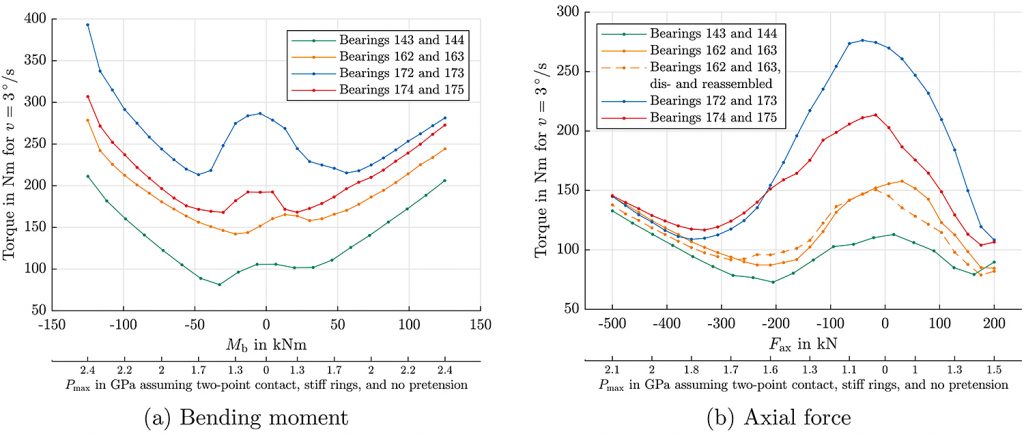
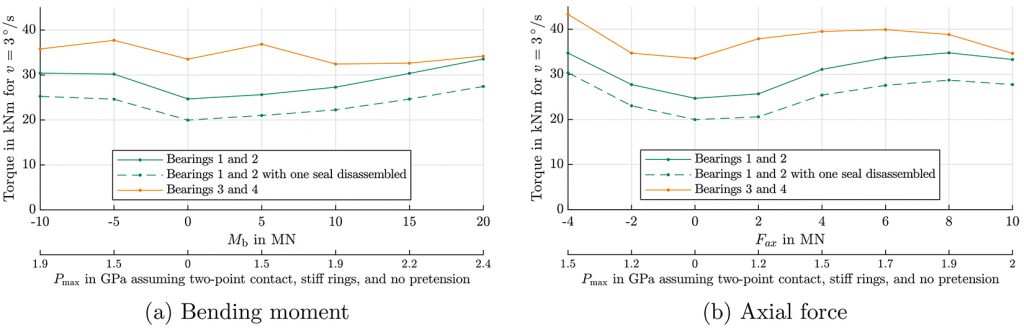
Figure 7: Friction torque measurements for the 5-meter bearing.
Finally, test results for two sets of 5-meter bearings on the BEAT6.1 test rig are given in Figure 7. These data were obtained for a rotational speed of 3°/s only, again for a bending moment and an axial load. Bearing IDs 1/2 use a rotationally symmetric steel tube to connect the bearings, while IDs 3/4 use a hybrid construction of glass-fiber reinforced plastic and steel described in [3] that reflects the stiffness behavior of the blade. The results for the bending moment are given in Figure 7a.
For bearing IDs 1/2, an almost linear increase for the positive moment is observed similar to the result for the 2-meter bearings, and again there is no visible drop in the torque at low loads, likely due to the low resolution of data points with respect to the contact pressure. For bearing IDs 3/4, an increase in the torque is observed at Mb = ±5 MNm for a contact pressure of 1.5 GPa.
This behavior is in principle similar to that seen with some of the 2-m bearings in Figure 5b.
Figure 8: Curve fit of the friction torque of some 0.7-meter bearings.
For the axial force, the behavior of both sets of bearings is comparable to that of the 0.7-meter and 2-meter bearings. The torque visibly drops after 1.7 GPa to 1.9 GPa. As above, this is likely due to a transition from four-point into two-point contact, and FE simulations have been performed with balls oversized by 75 µm that demonstrated the transition at an axial load of 9.8 MN. Compared with the earlier results, it is highly likely that, for higher contact pressure, the torque would increase again in an approximately linear fashion.
For both the moment and the axial load, the torques of both sets of the 5-meter bearings appear to converge against each other at the highest tested load. Furthermore, the upper seal of bearing IDs 1 and 2 was disassembled, and the difference in torque is almost constant over all load levels tested.
5 Friction torque curve fit
The previous section suggests individual bearings can show significantly different behavior under otherwise identical conditions, particularly at low loads. This means common models such as those in [5] cannot predict the behavior of blade bearings accurately, since none of them takes into account the differences that cause these individual effects. Moreover, pitch bearings rarely operate under long steady movements, but rather have varying loads and speeds, meaning the influence of these factors must be determined.
We therefore propose an empirical approach to model the friction torque of a particular bearing. This can be fit to a bearing using measurement data taken from operation or a test. Using the fit, and by continuously monitoring the bearing during operation, it is then possible to perceive changes in the bearing’s behavior. As explained in Section 1, these changes indicate degradation occurring within the bearing and may thus be used to forecast a required exchange of the bearing during future maintenance operations.
In order to generate data for the model, a full factorial test plan was devised. This was used for each of the 0.7-meter bearing sets. The resulting moment Mres was changed from 0 kNm to 125 kNm in steps of 25 kNm, and the angle a of the resulting moment was changed from minus-45° to 45° in steps of 22.5°. Rotational speed Vz was varied from 0.5°/s to 10°/s in steps of 2.375°/s and the axial force Fz varied between 0, 25, and 50 kN. Combining all these steps into a full factorial design results in 391 data points for which the torque was recorded and analyzed as described in the previous section.
The model for friction torque Tfit is then proposed as
where the constants c1 to c9 have to be determined for each individual bearing (or set of two, as is the case for most test rigs in this article). The terms in the right brackets of Equation 2 represent the load-dependent behavior of the bearing. As the moment Mres increases, the torque goes up; merely in the beginning, there is a local maximum for which the term c7e–c8Mres has been included that drops off to 0 for large Mres.
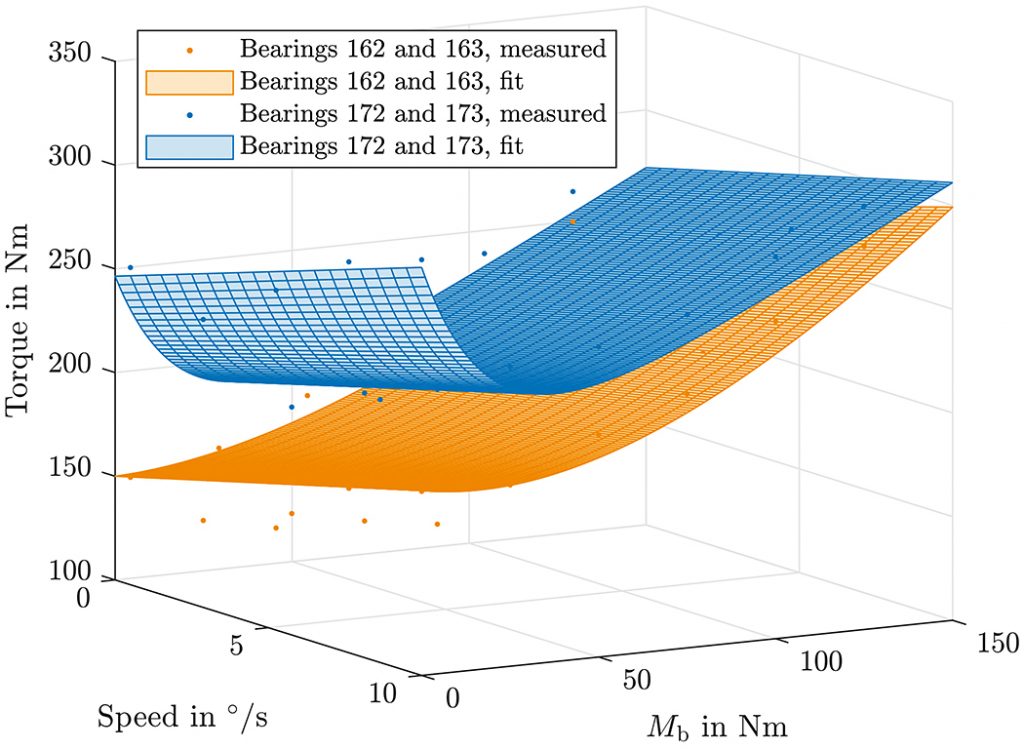
Similarly, an increase in the axial force Fz generally leads to an increase in torque; here, too, an exponential term could be included to consider the drop off in the beginning but has not been used here due to the small range of axial loads covered in the test plan. The terms in the left brackets are intended to include effects from the lubricant, which may be expressed in terms of the speed Vz, and an effect of the direction of the resulting moment a, which in the results produced by the authors had some influence because the test assembly is not perfectly rotationally symmetric. Using this model and deriving a value of c8 through “trial and error” methods, the rest of the equation can be expanded to obtain an equation that is linear in all terms and can thus be easily solved. Solving it for bearings 162 and 163 as well as 172 and 173 of Figures 3 and 4 gives the results displayed in Figure 8.
The effect of the e-function term at low moments is clearly visible, particularly for the bearings 172 and 173, and the torque can correctly be seen to increase for higher speeds. However, although the result is better than using available models (cf. [5]), the fit could still be improved further. The root-mean-square error is 13.77 Nm for bearing IDs 162/162 and 18.23 Nm for IDs 172/173.
As mentioned earlier, after the model has been validated, it could be used to track the bearing behavior and identify potential damage. This could be accomplished by taking repeated measurements of the friction torque during operation and by comparing these measured values to predicted ones from the model. Once the difference between the measured and the predicted values exceeds a predefined threshold, a possible damage could be detected. Such a threshold could be defined in the beginning of turbine operation, when the bearing is known to be intact and deviations from the model are therefore known not to be critical.
6 Conclusions
Multiple double-row four-point bearings of three different sizes were tested on four different test rigs and the friction torque at different bending moments and axial loads of the bearings measured. The results showed significant discrepancies in the torque of identically sized bearings.
This is likely due to manufacturing fluctuations that cause a difference in negative clearance between the otherwise identical bearings, and similar behavior has been shown by Chen et al. [9]. The effect of this discrepancy diminishes as external loads increase, which supports simulations performed by Heras et al. [7], who observed that manufacturing errors have a decreasing effect on the internal load distribution for increased external loads. At low contact pressures under 2 GPa, a drop in the torque was observed for increased external loads. This is likely due to a transition from four-point into two-point contact, and FE simulations have been performed to validate this hypothesis for all bearing sizes. Furthermore, it was noted that rotational speed appears to have an effect on the torque that varies between bearings and that is relatively small, but not negligible for most of the tested bearings.
In order to model the friction torque, an empirical equation was suggested. This allows for curve fitting of the torque under various load combinations and can be tailored to a particular bearing or a set thereof installed on a test rig. Using the model, it is possible to track continued degradation, though the model still leaves room for further improvement.
About the authors
O. Menck, K. Behnke, M. Stammler, A. Bartschat, F. Schleich, and M. Graßmann are with the Fraunhofer Institute for Wind Energy Systems IWES. Published under licence by IOP Publishing Ltd. This article is an open access article (https://iopscience.iop.org/article/10.1088/1742-6596/2265/2/022087) distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/3.0/). This article has been edited to conform with the style of Wind Systems magazine.
References
Stammler M, Reuter A and Poll G 2018 Renewable Energy Focus 25 40–47 ISSN 17550084.
Heras I, Aguirrebeitia J, Abasolo M and Plaza J 2017 Tribology International 115 59–69 ISSN 0301679X.
Stammler M, Thomas P, Reuter A, Schwack F and Poll G 2020 Wind Energy 23 274–290 ISSN 1099-1824.
Harris T A and Kotzalas M N 2007 Rolling Bearing Analysis, 5th Edition (Boca Raton: Taylor & Francis)
Stammler M, Schwack F, Bader N, Reuter A and Poll G 2018 Wind Energy Science 3 97–105.
Zhang M Z, Li H T and Zhao H T 2011 Advanced Materials Research 189-193 2601–2604.
Heras I, Aguirrebeitia J, Abasolo M, Coria I and Escanciano I 2019 Mechanism and Machine Theory 137 23–36 ISSN 0094114X.
Stammler M 2020 Endurance test strategies for pitch bearings of wind turbines Dissertation Leibniz University Hannover.
Chen L, Li Z G, Qiu M and Xia X T 2014 Journal of the Brazilian Society of Mechanical Sciences and Engineering 36 461–467 ISSN 1678-5878.
Menck O, Stammler M and Schleich F 2020 Wind Energy Science 5 1743–1754.
Daidié A, Chaib Z and Ghosn A 2008 Journal of Mechanical Design 130 ISSN 1050-0472.
Houpert L 2001 Journal of Tribology 123 589–594 ISSN 0742-4787.
Schwack F, Stammler M, Poll G and Reuter A 2016 Journal of Physics: Conference Series 753 112013 ISSN 1742-6588.
Schwack F 2020 Untersuchungen zum Betriebsverhalten oszillierender Wälzlager am Beispiel von Rotorblattlagern in Windenergieanlagen Dissertation Leibniz University Hannover.
Pemamek recently appointed Christian Landau as the new Director of the Heavy Equipment segment. Heavy Equipment is one of Pemamek’s six business sectors.
Christian Landau is Pemamek’s new director of the heavy equipment segment. (Courtesy: Pemamek)
In his new role, Landau will be responsible for the segment’s strategy, developing partnerships, and identifying market trends and customer needs. This role is crucial in expanding Pemamek’s global role as a complete provider of robotic welding solutions.
Landau brings significant experience in machine and overall solution sales, with a career spanning 22 years in sales and marketing leadership roles at Carl Cloos Schweisstechnik. For the past two years, Landau has worked as the sales director at Graebener.
“We warmly welcome Christian to his new role, where he will contribute to the success and global growth of PEMA robotic welding solutions,” said Jaakko Heikonen, vice chairman of the Pemamek Board. “Christian has strong experience in solution sales within robotics in the international environment, which has led to success in his previous roles, most recently at Graebener and, before that, at Cloos. Heavy equipment is one of our fastest-growing business sectors, and there is great potential for Pemamek in this field. That’s why we are extremely pleased with this appointment.”
DNV, the independent energy expert and assurance provider, recently launched a new Joint Industry Project (JIP) called Concrete FLOW that will optimize requirements for concrete floaters specifically tailored for floating offshore wind farms.
At the kick-off meeting, 14 key partners committed to redefining global standards for the production of concrete floaters in the offshore wind industry. The collaborative results are earmarked for incorporation into future DNV service documents.
Concrete FLOW aims to drive innovation by uniting key industry players.
The joint industry project encompasses concrete structures, geotechnics, and floating technologies and welcomes additional partners. (Courtesy: DNV)
“This initiative symbolizes a collaborative effort to set new standards and challenge existing ones, laying the groundwork for the future of floating wind,” said Kim Sandgaard-Mørk, executive vice president for renewables certification at DNV.
Concrete floaters pose special challenges, such as leak proofness, which govern the design of the floater. Balancing controlled cracking of concrete structures to maintain floatability and ensure long-term durability is crucial. DNV sees concrete floaters as a cost-effective and environmentally friendly alternative to steel floaters, particularly for larger turbines.
Notably, Concrete FLOW is the first JIP dedicated to concrete floaters for floating offshore wind. Its objective is to customize standard requirements for industrial production to enable serial production. The goal is to reduce costs and streamline the manufacturing process.
The project encompasses concrete structures, geotechnics, and floating technologies and welcomes additional partners.
“While the DNV-ST-0119 standard includes design provisions for concrete floaters, some requirements draw from oil and gas experience and others from bottom fixed wind farms; they need refinement and optimization to be used specifically for floating offshore wind developments,” said Stefan Baars, renewables certification head of section for concrete structures & geotechnics at DNV.
The team anticipates conducting activities over one and half to two years, gathering more support offers to solidify the JIP’s scope and impact.
A few years ago, a company developed a huge drone that could carry a 12- to 15-pound, high-resolution camera. The team that created this drone expected that it would be used for aerial shots in the movie industry, but they were surprised to see that this technology was even more appealing to another industry: inspection.
The unique perspective and quality imagery these drones could help provide made them a useful tool, particularly in the wind-power industry where they could survey large plots of land and inspect the tops of wind turbines without a climber. With the savings this provides, wind-farm operators and others in similar fields quickly latched on, motivating the company to pivot away from Hollywood to focus its marketing and development on the inspection industry.
Drones offer a remarkable new technology that has numerous benefits for the wind-power industry. As its presence continues to grow, so does the conversation around best use policies for this new tool. Custom casing offers a solution for both storage and transport, ensuring both protection and organization for long-term use.
Wind turbines are often spaced out on vast areas of land, necessitating transport of workers and equipment between sites multiple times in a day for most inspectors. (Courtesy: Custom Case Group)
Usefulness of drones
Though the inspection industry was not the original intended audience for this highly capable drone, the usefulness of this and other similar products that can also carry high-resolution cameras quickly became apparent in early development and ongoing inspection of wind farms. This is particularly helpful for wind farms that are often developed in large, remote, difficult-to-access areas that would take an extensive amount of time to survey on foot.
During construction and operation, drones continue to provide major benefits to wind farms. Turbines can be hundreds of feet tall, and sending an inspector to climb up and look for potential issues with the blades is both a time-consuming and potentially dangerous process. With high-resolution cameras and impressive technology such as thermal imaging, drones can capture everything an inspector would need to see without them having to leave the ground. A drone can reach the necessary elevation in a matter of seconds to send back input to an inspector watching the feed for analysis, allowing more turbines to be examined more quickly and safely.
This increase in efficiency can also result in major cost savings. A study of drones in offshore wind farms published in 2021 found that “replacing rope-access inspection with drones reduces costs by up to 70 percent and decreases revenue lost due to down-time by up to 90 percent.” Direct revenue losses of using rope access instead of drones were broken down by category, with consumables accounting for 2 percent, workforce accounting for 19 percent, transportation accounting for 21 percent, and downtime accounting for the majority with 59 percent of the overall losses [1].
A drone’s impact on downtime comes from the shorter amount of time required per inspection. Blades are stopped for a much briefer period than with the ascent, inspection, and descent required for a worker to do the job. In addition to improving efficiency during inspection, the drone’s speed allows blades to be inspected more often, thus catching issues that require maintenance sooner and allowing intervention before major work is required.
Protection
As demand for drones and the bird’s-eye view they offer continues to grow in the wind-systems industry, so does the need for protective custom casing. Anyone who works on or near turbines can attest that it is not a comfortable work environment. Farms can be located in deserts, windy plains, or even out in the ocean. Drones are tough, but consistent exposure to these elements will inevitably cause wear and tear. The savings from using a drone for inspection quickly diminish if operators are constantly having to repair or replace the machine.
Custom cases like these fully envelop the drone and its accessories in protective foam to ensure it is not damaged between flights. (Courtesy: Custom Case Group)
Many users will take measures to avoid the more obvious hazards to a drone, such as only flying in good weather and taking courses to improve their dexterity and avoid crashing. However, transportation of the drone between sites or even between turbines can also present dangers. Accessing turbines often requires traveling off the beaten path, which can lead to bumpy roads, water hazards, and other factors that can damage an unprotected drone.
To ensure protection, drone users can turn to custom casing. Instead of an empty space or flimsy, generic separators and “pick-and-pluck” liners, custom cases are fitted with foam that has been cut by either high pressure water jets or CNC routing drill bits to encapsulate the specific pieces with 360 degrees of coverage, even for oddly shaped items such as drones and their accessories. This locks in the pieces to guarantee stability in any conditions. Along with added equipment preservation inside the case, many custom options offer outer shells that are waterproof, dustproof, crushproof, and shock-resistant, perfect for the rugged conditions of working on wind turbines. No matter what is happening to the case, the drone and its instrumentation are protected, preserving this valuable piece of equipment for continued functionality.
Organization
In addition to protecting the drone and any other equipment, a custom case can help keep everything organized. Inspection is a highly mobile operation, and using drones to do it requires constantly setting up, using, repacking and moving various elements across job sites, which can quickly make accounting for equipment a challenge.
This custom case includes spaces for batteries and spare parts, simplifying organization and transport. (Courtesy: Custom Case Group)
This is compounded by all the small pieces required for effective drone usage. With the isolated nature of wind farms, having spare parts on hand is another important step to minimizing drone down time. If a repair is needed while on the job, finding a retailer or online store that can provide the replacement part is a time-consuming endeavor. Keeping an inventory of commonly needed components can cut hours or even days out of the lost time due to drone repair, but keeping track of these small components between inspection sites can be a problem.
Batteries cause a similar problem. The average drone battery is good for about 20 minutes of flight on a full charge. If inspectors are planning to use a drone for a full day of work in remote locations, they will need to carry several batteries with them to ensure the flights can get done. Not only does this add to the list of equipment to account for, but keeping track of which batteries are dead or charged can be frustrating when using generic casing with no separation between components.
A custom case allows the user to shape foam around an inventory of parts and batteries with the most efficient configuration possible, maximizing use of the space and offering a visible reminder that something may be missing when a piece is not in its spot. Users can also arrange the batteries so the charged ones do not get confused with the dead ones while remaining confident that batteries will not shift during transportation and disorganize the system. Many options are available through a custom case distributor that can accommodate typical gear requirements and protect the entire drone system in one case.
Manufacturers
Custom cases can also be useful for drone manufacturers. Many case solution providers work directly with the manufacturers to develop cases to be included with the initial purchase. This partnership offers several benefits to both the manufacturer and end user.
No one knows a product better than its manufacturer, which includes understanding which accessories and features are best for different applications. By working with a case provider, the drone company can develop a drone package for fulfilling specific jobs, which can be all delivered in one custom case.
Working directly with the case provider also gives the drone manufacturer more control over the cases. In addition to customizing the interior, the exterior can be color-coded and branded with company logos for a professional look that promotes both the drone and the company.
To achieve the same vantage point as a drone, inspectors need to climb daunting ladders to access the blades, a time-consuming and potentially dangerous process. (Courtesy: Custom Case Group)
The Future
Drones are clearly here to stay, undoubtedly continuing to provide a useful tool for surveying and inspecting in the wind-power industry. Whether an inspector is a veteran user or a complete novice, casing built specifically for the equipment can solve many protection and organization issues, preserving the best use of this incredible technology.
References
Estimating the impact of drone-based inspection on the Levelised Cost of electricity for offshore wind farms – ScienceDirect.
Why is it essential to be transparent with data sharing related to fire incidents?
As the market continues to grow and expand, you see a lot of, not only new players coming in from the manufacturing side, but also different developers, owners, and operators. And the projects themselves across the world are getting larger and larger and more complex.
As these landscapes continue to shift and continue to grow, it’s important, we feel, that information needs to be very clear across the board, and sharing related information when it comes to risks, particularly fire risks, we feel is extremely important — not only for OEMs, but also for the owners and operators to understand some of the risks while establishing these large projects.
For us, it’s a matter of having the industry as a whole on the same page and understanding if there are any high-risk elements associated with their projects. These elements can range from permitting, to high-risk components, to even project location. It’s important to share information across the renewable energy industry to help sustain our growth.
In this case scenario, everybody’s operating on a level playing field. We’re then all able to understand the risks, challenges, and best practices across the board.
On top of that, folks aren’t assuming that the risk responsibility belongs to a different party. Sometimes, in terms of some of the owners and operators, there is an assumption that either a fire risk or an additional risk has been completely engineered out, or they assume that if there is any sort of fire risk, that the insurance company will completely take care of it should a problem occur.
There’s a lot of miscommunication that happens sometimes. And that’s to be expected, like I said, with a landscape this big. We feel that communication and data sharing is vital to continue to grow and to grow safely.
Aerial view of windmills in green summer forest in Finland close up. Wind turbines for electric power with clean and Renewable Energy
What are the safety pros and cons of having 60 percent of the current wind-turbine market originating from Asian manufacturers?
With respect to Asian based manufacturers owning 60 percent of the current wind-turbine market, we feel it’s a great thing to see that wind and renewable energy is being adopted across the globe. Certainly, it opens up different competition within the market, different avenues, and also different options for developers and owners across the world, which is fantastic. However, with those additional systems, different and newer technologies that are essentially penetrating the market globally and continuing to grow, you find end users with multiple different platforms in their fleet. Sometimes, here domestically, not everyone is completely familiar with the technology, platform, or potential risk areas associated with the asset. There are plenty of pros with having Asian manufacturers continue to grow within the global market in the sense that, again, it opens up additional supply chain opportunities, as well as different options for owner-operators.
As far as the cons, some folks may not be totally familiar with those platforms; they may not know the different technologies; they might be used to what they’ve used in the past. As they continue to grow, it’s important for people to fully realize and understand what’s involved within their specific platform — mainly, if there are any high-risk components or anything that could affect performance and output, so that they could well prepare.
How can new OEMs thoroughly investigate and mitigate those accompanying risks?
Usually for owners and operators, with respect to fire safety, we recommend having a fire-risk assessment. And they could do that onsite, and that’s something that NFPA also recommends and has guidelines for.
On the OEM side, a lot of it is really understanding some of those historical data points, and if there are any potential thermal events or possible thermal issues within any of the components within the turbine. We would then recommend doing some root-cause analysis to understand exactly where that fire risk or that fire occurred from. Many OEMs are consistently being proactive when it comes to mitigating risk, which is fantastic. It is important for OEMs to really investigate possible issues and find out what the high-risk components might be, because different systems may be riskier than others; it’s also important to fully communicate that and understand how they could mitigate that on their end.
With so many turbines being built in remote areas, how can OEMs decrease the risk of that catastrophic loss from happening in those areas?
That really comes down to the proper fire protection. On the OEM side, having additional safety measures along with fire suppression systems installed within their turbines or their platforms can make all of the difference. With the time constraints and budget constraints, things of that nature, as they’re developing and manufacturing these platforms, they’re under a timeline to make sure they’re delivering to their customers. While, historically, fire suppression was considered more of an “add-on” during production, there are quite a few OEMs out there that are really being proactive and installing fire suppression and addressing fire risks within their components on the factory level, which is an excellent approach.
To really reduce that risk, you have to take a look at the high-risk components — the converter cabinets, capacitor cabinets, transformer rooms, areas that we found in the industry to be potential areas of concern in terms of fire — and really address those more proactively on the factory level as opposed to waiting for an incident to occur and then having to address an entire fleet out there that may not have fire protection installed.
How do designs and operational procedures of the newer turbines raise the risk profile of those wind projects?
Well, as the industry continues to grow, the OEMs and manufacturers are designing newer, bigger, better turbines to penetrate the market. Sometimes, being new technology or layouts, we’re not often fully realizing the risks that could come along with that.
A lot of that comes down to the data sharing. We may not have enough information just yet on some of the newer platforms to really signal if there are additional fire risks or less fire risks. That eventually comes with time.
Why is it important to be clear on just who holds responsibility for these health and safety risks?
That’s where things get a little bit muddy. As an owner-operator, some folks may assume that the risk is either engineered out or the responsibility will come from the OEM to completely engineer out the fire risk or take care of the fire risk with fire-suppression technology.
Those who are under that assumption may not fully realize that there are any and are going to continue on until they have a thermal or fire event, then they realize that maybe one of the risks hasn’t been completely engineered out. Sometimes, in addition, we have folks that determine or are under the impression that the insurance companies will completely take care of any sort of issue with a fire or things of that nature.
Wind turbines for electrical energy generation – Power station for clean energy production from wind in UK countryside – Aerial view of a wind farm in England
We see a lot of passing the buck sometimes, where there is a misunderstanding of where the responsibility lies. OEMs are developing their state-of-the-art turbines, and they’re selling it to the end users, but with that, the responsibility transfers over to the end users.
The end users may not fully understand that though and think the responsibility still lies with the OEM or with the insurance provider.
Insurance providers also have their own approach to asset protection where only certain components or certain scenarios are covered under their policies and protection. There are a lot of muddying waters where folks need to be very clear on where the ownership and responsibility lays concerning the fire risks and different components.
What kinds of proactive approaches are OEMs taking to mitigate health and safety risks?
If you take a look at a lot of the large OEMs out there that are leading the market and have a large market share, the majority of them are being proactive. Their No. 1 concern is safety, and not only with their turbines and their technology, but also with technicians and making sure that maintenance is safe and secure and easy to do. A lot of them are taking that proactive approach. Many OEMs are working to engineer out problems if they can, but they’re also adding in supplemental security and safety internally at the factory level. We see a lot more of that happening, which is great.
Going back to fire risk, OEMs are installing fire suppression systems on those high-risk components in the factory level and then selling those to the end user. That’s a proactive approach, and it really speaks to the maturing level of the market trying to be safe and secure, not only for the environment, but for personnel, for technicians, and just in terms of the technology itself.
Why is having access to wind-turbine data and that historical performance essential for owner-operators to successfully mitigate those risks?
It comes down to the marketplace having all the knowledge and all the data at their disposal so they can make the best decisions. On our side, with Firetrace, our main objective is safety and security for people, livelihoods, and the environment. With that, comes the responsibility of protecting assets.
Having the historical data means that an owner-operator that has a fleet that may be aging can determine and identify turbines that may have not already been outfitted with fire suppression systems and understand which components may be high risk. It can let them see what they need to fully protect within their assets to ensure a long lifespan. As their fleets get older and start aging, we know that risk continues to increase. Having that background data of which components may need to get protected immediately, how to do that, and what the best route would be, is vital to not only maintain a level of safety, but also to continue to grow without issues and to expand as we see what the market is doing.
For us, it’s a matter of sharing that information, not only amongst ourselves, but with our partners and peers, so everybody understands what the best practices are to help us sustain growth and protect the industry.
Is there anything else that you’d like to mention that we didn’t talk about?
On our side, our main goal is not to drive anybody in a certain direction, but it’s a matter of bringing awareness. We’d like to be used as a resource for folks out there in terms of fire protection, fire risks, things of that nature. We are industry experts on that side of things, but for us, it’s about safety; it’s about protecting lives and protecting assets.
Nuvvon, innovators in alternative solid-state battery materials, is partnering with Rutgers EcoComplex-Clean Energy Innovative Center and its WindIgnite Offshore Wind Supply Chain Accelerator Program to advance renewable energy storage and sustainable development. Through the partnership, Rutgers will focus on developing and commercializing Nuvvon’s solutions in energy storage that contribute to the development of a sustainable Offshore Wind (OSW) supply chain and address environmental challenges.
Nuvvon’s energy battery materials and batteries are ideally suited for energy storage applications. (Courtesy: Nuvvon)
Nuvvon’s energy battery materials and batteries are ideally suited for energy storage applications due to cheaper cost per unit energy compared to current technology lithium-ion batteries. These batteries also can pack more energy into a given volume or weight. Unlike liquid electrolyte batteries, Nuvvon technology is fire resistant for safe use close to buildings, simplifying the supporting local grid network.
“Nuvvon is determined to be in the vanguard of this energy revolution in its home state of New Jersey, providing batteries and battery materials to support wind and solar energy generation,” said Jonathan Lex, Nuvvon Inc.’s chief operating officer. “We identify with Rutgers’ aims for energy justice with fair access for all to cheaper energy.”
“Energy storage is essential in efficient utilization of renewable energy,” said Serpil Guran, director of Rutgers EcoComplex. “The collaboration will help drive innovation in renewable energy storage where Nuvvon Inc. can play an essential role.”
The need to properly value the high performance of battery storage systems, including their accurate and fast frequency response, is one aspect of a broader need for wholesale electricity market reform in the face of rapidly evolving power systems.
Our ability to harness the power of the wind plays a pivotal role in the transition to a greener and more sustainable future. Staring down the pressing challenges of our changing climate, environmental degradation, and the transition away from our reliance on depleted fossil fuels, wind power represents one of the most scalable and cost-effective renewable energy sources.
The development of new wind farms promises to deliver clean electricity to millions while creating jobs and boosting local economies. However, realizing the full potential of wind energy hinges on accurately assessing wind resources during development.
As we strive to optimize the efficiency, reliability, and cost-effectiveness of wind-resource assessment, the debate between Lidar technology and traditional meteorological masts for wind measurement grows increasingly lopsided. While met masts have helped companies collect on-site wind data for decades, many developers now consider Lidar a viable alternative to met masts for wind resource assessment and other applications due to the technology’s proven repeatability and enhanced accuracy over recent years.
With the wind industry actively evaluating the strengths and limitations of both approaches, projects such as the Corlacky Hill Wind Farm help provide real-world evidence of Lidar’s capabilities in delivering finance-grade wind measurements safely and cost-effectively.
The Essential Role of Wind-Resource Assessment
A crucial, early-stage process in developing any wind farm, wind resource assessment (WRA) provides the critical data about wind behavior needed to determine project feasibility, select appropriate equipment, situate turbines, and estimate energy production.
Every wind farm is unique and presents distinct challenges, so the importance of WRA — underpinning virtually every aspect of wind-energy development — cannot be overstated.
Without accurate data on wind speeds, direction, and other weather parameters, determining whether a wind-energy project is even financially and technically viable is impossible. Accurate WRA data is critical to securing project financing since lenders and investors rely on the accuracy of these models to assess a project’s financial viability. But WRA is also essential for meeting power purchase agreements and regulatory requirements.
High-quality WRA data minimizes uncertainty around energy-production estimates, allowing developers and regulators to trust performance projections decades into the future after turbine commissioning.
Given the substantial capital costs of wind-energy projects, the methods and technologies used to measure these wind resources massively affect project outcomes. Consequently, the Lidar vs. met mast debate is increasingly relevant as wind farms expand in scale and scope.
Met Masts vs. Lidar for Wind Resource Assessment and Characterization
Towering structures equipped with anemometers and other meteorological instruments, met masts have traditionally played a crucial role in providing the industry with valuable insights and accurate point data.
However, as Lidar technology matures, it emerges as a compelling alternative to traditional met masts for wind resource assessment and permanent wind monitoring. Lidar — light detection and ranging — uses laser pulses to sense wind conditions remotely, providing expanded coverage and flexibility compared to fixed met towers. While some decision makers have only begun discovering the full potential of Lidar technology, others are fully integrating Lidar campaigns into their regular measurement practices.
Between turbines growing taller and wind farms expanding across diverse terrains and into offshore environments, met mast limitations are evident: the need for data extrapolation, long permitting processes, high equipment and maintenance costs, and significant safety hazards. And these increasingly apparent challenges are prompting players across the wind-energy industry to explore alternative technologies for wind measurement, setting the stage for Lidar technology to prove itself as an attractive alternative.
As Lidar technology matures, it emerges as a compelling alternative to traditional met masts for wind resource assessment and permanent wind monitoring. (Courtesy: Vaisala)
Corlacky Hill Wind Farm Case Study
One such organization is the RES Group, a global player in the renewable energy sector for more than 30 years.
Delivering more than 23 GW of renewable energy projects and supporting a large client base across 14 countries, RES has deployed about 2,000 wind-measurement systems, including 1,700 met masts. During this time, 2 percent of those met masts collapsed, presenting severe safety concerns. Striving to make WRA campaigns safer, cheaper, faster, and bankable, RES replaced met masts with accurate and reliable remote sensing Lidar technology as a standalone instrument for wind measurement at the Corlacky Hill Wind Farm site in Northern Ireland.
RES used a Vaisala WindCube vertical profiling wind Lidar to conduct a 12-month measurement study at the 11-turbine, 47-MW wind farm, owned by ERG, set in gently sloping, relatively benign terrain with minimal forestry.
The wind Lidar’s overall measurement uncertainty at hub height was 2.4 percent, based on the International Electrochemical Commission recommendations for assessing uncertainty and weighted by site-specific wind-frequency distribution. Obtaining a p90/p50 value of about 90 percent, the project achieved market standard uncertainty levels and exceeded the expected market threshold.
In light of the Corlacky Hill project, RES sees several distinct advantages of Lidar over met masts.
Met Mast Limitations and the Advantages of Lidar
Met masts only measure wind at fixed points where sensors are installed on each tower. With today’s average turbine hub heights surpassing 100 meters, these free-standing towers often cannot directly measure wind parameters at desired heights. Instead, data must be extrapolated from lower heights, adding uncertainty to the assessment.
Additionally, as wind plants expand across larger areas and into increasingly challenging terrain, multiple met towers are needed to capture spatial differences in wind flows across a site. Indeed, data from only one location may not comprehensively understand the site’s potential, leading to suboptimal turbine placement and minimized energy generation. On the contrary, Lidar measures wind conditions at adjustable heights from 40 to 300-plus meters, enabling direct measurement at existing or planned turbine hub heights, and it can be relocated easily from one location to another, offering the flexibility to assess various areas of a wind farm and better coverage across the entire project site.
By directly measuring at hub height rather than extrapolating up from lower met masts, Lidar minimizes bias and uncertainty around wind-speed estimates, as evidenced at Corlacky Hill, where the Lidar achieved 2.4 percent uncertainty.
The installation, permitting, and equipment costs associated with tall met masts are also substantial. Industry leaders estimate that just buying and installing a 100-meter met mast costs up to $130,000, with no manufacturing, transportation, construction, or permitting fees included. When some measurement campaigns run for one to three years, these costs and delays quickly add up. In contrast, Lidar units can typically be installed and begin collecting data in less than a day. Rapid deployment significantly reduces project lead times and accelerates the transition from site assessment to energy generation. Additionally, Lidar is becoming more cost-effective and proves to be a reliable measurement device, eliminating the need for traditional met masts.
Lidar — light detection and ranging — uses laser pulses to sense wind conditions remotely, providing expanded coverage and flexibility compared to fixed met towers. (Courtesy: Vaisala)
Making matters worse, the height of most met masts makes them a safety hazard. Not only do maintenance or inspection personnel have to climb them, putting people at risk of falls, but the structures are also susceptible to icing and snow damage, collapse, or lightning strikes. Collapses endanger the environment and surrounding areas, leading to costly replacements and potential project delays. With no exposed towers, Lidar eliminates safety hazards associated with the construction, maintenance, and operation of met masts.
Finally, Lidar helps lower costs, with the RES Group realizing a 37-percent cost savings by using Lidar instead of additional met towers for the Corlacky Hill project.
“Our current standalone remote sensing measurement strategy is borne out of the work undertaken at Corlacky Hill and another wind farm in northern Scotland,” said Iain Campbell, senior technical analyst and wind resource manager at RES. “Not only does this strategy result in safer, bankable measurement campaigns, a 12-month standalone Lidar measurement campaign is also faster and cheaper than a traditional met mast measurement campaign.”
Lidar Moving the Wind Industry Forward
Wind energy’s growing scale and competitiveness drive rapid innovation in resource assessment technologies — and Lidar is leading the way. The demand for accurate measurements in the face of ongoing industry evolution and expansion reveals how pronounced the limitations of meteorological masts are.
Industry leaders such as RES are at the forefront of validating Lidar’s capabilities through real-world case studies like Corlacky Hill that highlight Lidar’s advantages for preconstruction WRA, including:
Fast and safe setup in less than a day.
Precise hub height wind measurements across a broad area.
Bankable data accuracy under 2.5 percent uncertainty.
37 percent cost savings compared to met towers.
Corlacky Hill demonstrated that today’s advanced Lidar systems can deliver finance-grade wind resource assessments more flexibly and cost-effectively than met masts alone.
The wind industry is clearly embracing Lidar’s expanding capabilities, signaling the remote sensing technology’s growing status as the new gold standard for wind measurement.
The Bureau of Ocean Energy Management (BOEM) has completed its environmental review of the proposed Sunrise Wind energy project, about 16.4 nautical miles south of Martha’s Vineyard, Massachusetts, about 0.5 nautical miles east of Montauk, New York, and 14.5 nautical miles from Block Island, Rhode Island. BOEM estimates the proposed 924-MW project will power more than 320,000 homes with renewable energy.
BOEM developed a preferred alternative that includes fewer turbines (84 WTGs) to accommodate geotechnical feasibility. (Courtesy: BOEM)
“We carefully considered input from our government partners, key stakeholders, and the public for the Final Environmental Impact Statement for Sunrise Wind,” said BOEM Director Elizabeth Klein. “This document represents a thorough and comprehensive analysis of the potential environmental impacts of the project and is another milestone in achieving President Biden’s ambitious clean-energy goals.”
Sunrise Wind LLC’s submitted plan includes up to 94 wind-turbine generators (WTGs) and their associated export cables. The onshore export cables, substation, and grid connection is in Holbrook, New York. The lease area covers about 86,823 acres.
In response to comments from government partners, key stakeholders, and the public, and after considering project feasibility, BOEM developed a preferred alternative that includes fewer turbines (84 WTGs) to accommodate geotechnical feasibility of the project, reduces impacts to benthic habitat and Atlantic cod, and meets the energy needs of New York, Massachusetts, and Rhode Island.
Since the start of the Biden-Harris administration, the Department of the Interior has approved the nation’s first six commercial-scale offshore wind energy projects. BOEM has held four offshore wind-lease auctions, which have brought in almost $5.5 billion in high bids, including a record-breaking sale offshore New York and New Jersey and the first-ever sales offshore the Pacific and Gulf of Mexico coasts.
DNV has been contracted by Ørsted and PGE to certify the Baltica 2 offshore wind farm in Poland. The project, in the Polish part of the Baltic Sea, is set to contribute significantly to Poland’s green-energy transition, accelerate the development of the local supply chain and spur economic activity for many years to come.
The project, located in the Polish part of the Baltic Sea, will contribute to Poland’s green energy transition. (Courtesy: DNV)
DNV’s scope of work includes the delivery of certificates for the wind farms related to design and fabrication/installation/commissioning in accordance with relevant Polish laws, regulations, and codes. The following assets are defined as relevant for certification: wind-turbine generators, foundations, offshore substation platforms, inter-array cables, and offshore export cables.
“Poland is planning impressively rapid growth in offshore wind,” said Kim Sandgaard-Mørk, Executive Vice President for Renewables Certification at DNV. “Bringing a proven technology to a new market with new stakeholders also brings new challenges. Certification offers a proven, structured, and well trusted way to minimize and manage the risks of rolling out a technology in an emerging offshore wind market like Poland.”
To better serve Poland and customers moving into offshore wind in Poland, DNV is growing its local certification team in Gdynia and has recently appointed Krystian Slodzinka as country manager for renewables certification Poland.
“The official authorization is reflecting the confidence that the Ministry has placed in our expertise and commitment to support the safe and reliable growth of Poland’s offshore wind industry,” Slodzinka said.