













This article focuses on the ecological noise problem and economical aspects justifying wind turbine installations. The environmental issue such as physical limits, noise levels, tower-design constraints, disturbances of local ecological system, effects on radio communications and television signals, zoning restrictions, and impacts on bird life must be studied in detail prior to the selection of an installation site. The financial aspects such as initial costs for analysis, design, fabrication, operational, transportation, testing, installation costs for turbine and tower, and, finally, economic feasibility for installation at a particular site must be considered. It is necessary to note that practicability is determined strictly on the basis of expenditure and the quantity of electricity generation based on initial investment.

Environmental factors and other essential issues must be critically evaluated prior to choosing an installation site for the generation of electricity from a wind turbine. It may be complicated or even impossible to get approvals from appropriate government establishments to work a wind-turbine system in a restricted area due to objections from residents in the locality of the installation site.
Choosing an installation site is critical. Extreme concern should be exercised in selecting a site for a wind-turbine installation. Considerable amounts of shear and compression normally occur in a horizontal wind stream as it travels over the topographical contours and rough surface of the Earth at any installation site. Meteorological data should be collected over several years to make sure that wind speeds of 6 to 15 m/s are available at operating heights of 20 to 30 feet, where wind speed is normally measured by anemometers. Shear generates lower wind speeds near the surface than at greater heights sufficient for free wind flow to occur. Furthermore, the free flow velocity at heights high enough from the surface to be unaffected by surface shear is significantly larger than that of the winds at the surface or at anemometer heights of 20 to 30 feet where wind speed is usually considered.
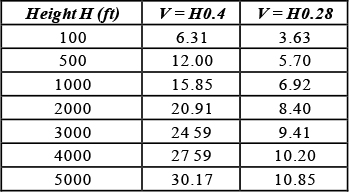
According to aerodynamics and fluid dynamic scientists, the wind speed near the surface of the Earth increases close to the 1/7 power of the turbine height over the surface of the ground, over open water such as a lake, river, or sea, and over flat plains as illustrated in Figure 1. It is clear that wind speed (V) varies as H0.4 due to high buildings, as H0.28 due to plants and homes, respectively. These values may not be valid in desert regions due to temperature variations within 20 feet above the surface.
Noise Level
Noise generated by wind turbines can be an annoyance, and the decibel (dB) intensity ranges from the slightly audible to causing discomfort. Scientists believe that doubling the power of a noise source by installing two wind turbines will increase the overall noise level by 3 dB.
It is important to clarify that any pain level from noise is dependent on the pitch of the blades and the components of sound generated by the wind turbine, including the wind over the rotor blades and the whirring of the generator. In addition, each sound component has a typical pitch, making it unique from the other sound generators. The noise measurements are dependent on the way the human ear recognizes sound by using a scale for the frequencies best heard. Noise level is considered in decibels (dB), the unit normally used to indicate noise levels. Wind turbines with two blades spinning downwind of a tower will make a characteristic “whop-whop” as the rotor blades pass behind the tower. This sound may be missed by standard noise-measuring equipment. It is interesting that many complaints about wind-turbine noise in California have been directed at two-bladed downwind turbines. If a customer selects this type of wind turbine, he may need to consider the inherent effects from low-frequency sound components.
Another element is the time duration over which turbine noise can be heard. City or county noise ordinances generally specify a maximum level that must not be exceeded over a specified time frame. Some cities and counties weigh the time duration over which the noise occurs at various levels and frequencies. This complicates the task of estimating the impact from the noise of a wind turbine. Compared to noise levels from trains or airplanes that emit high levels infrequently throughout the day and night, a wind turbine may emit far less noise but does so continuously. Some may find this aspect of the wind-turbine-based energy more annoying than noise generated by other energy sources.
Noise acceptance is affected by subjective factors. If your community is unhappy about high utility rates, the sound from a wind turbine may add to community unhappiness. Finally, the noise generated by a wind turbine must be placed within the context of noise levels from other sources. For example, if you live near an airport or a busy highway, a wind turbine will barely create a noise problem.
Another example is noise from the wind. If an installation is in a high-wind area, the wind-turbine noise may not be bothersome because the ambient noise level of the wind stream may affect the noise level generated by a turbine. It is important to distinguish the ambient background noise of an installation and the noise generated by the wind turbine. It should be the objective of the responsible authorities to limit increases in the total noise arising from a wind-turbine installation in relation to noise generated by other sources.
Ambient Noise from Installation Site
Studies performed by wind-turbine design engineers show the ambient or background noise from the nearby trees varies from 51 to 55 dB (A) at a distance of 40 feet. Under these wind-speed conditions, the noise from the nearby trees can cover the noise generated by a 10-kW wind turbine operating in the same wind situation. One must understand clearly the difference between the background noise and the noise generated by a wind turbine. The background noise level is subject to surface conditions, while the noise produced by a wind turbine is based on the blade parameters and number of blades in the rotor.
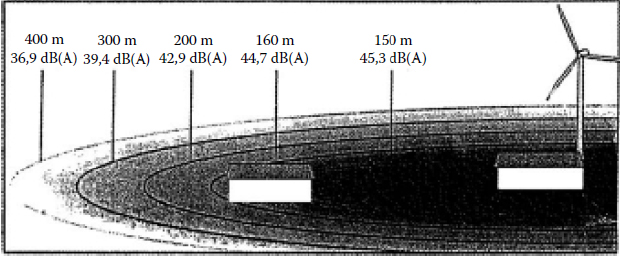
Noise capacity made by aerodynamic engineers indicates the ambient noise level from a 10-kW wind turbine is about 51 to 53 dB (A) at wind speeds of 11 m/sec [4]. The noise generated by the turbine varies from 54 to 55 dB (A) at a distance of 323 feet (100 meters) to 53 to 54 dB (A) at 643 feet (200 meters).The noise level estimates predicted by the European Wind Energy Association for 300-kW wind turbines indicate the noise from operation in a wind-speed environment of 18 mph will drop to 45 dB (A) within 200 meters. The overall noise level from 30 wind turbines of 10 kW each will be 45 dB (A) within 500 meters. (See Figure 2)
The noise estimates indicate no wind turbine, no matter how silent, can achieve levels better than the ambient noise. It is important to mention the difference between the ambient noise level and the noise level generated by a wind turbine determines most people’s responses. The main objective of the authorities should be limiting increases in the total noise to a level that should be acceptable to the residents in the vicinity of a wind-turbine site.
References
- S. Mertens, Wind Energy in Built Environments, 1989, Multi science, Essex, U.K., p. 16.
- R.E. Wilson, S.N. Walker, and P.B. Lissaman, Aerodynamics of Darrieus rotor, AIAA J. Aircraft, 15, 1023, 1976.
- S. Mertens, Wind Energy in Built Environments, 1989, Multi science, Essex, U.K., p. 79.
- A.J. Wortman, Introduction to Wind Turbine Engineering, 1983, Butterworth, Boston, p. 29.
- J.F. Walker and N. Jenkins, Wind Energy Technology, 2002, John Wiley & Sons, Chichester.
- O.L. Martin and J.Hansen, Aerodynamics of Wind Turbines, 2nd ed., 1992, James & James,London.
- Sen Ganguly SS and Das A. Renewable energy scenario in India: opportunities and challenges. J Afr Earth Sci 2016; 122: 25–31.
- The Government of India-Ministry of Power. Power sector at a glance All India, www.powermin.nic.in/en/content/power-sector-glance-all-India (2018, accessed 09 February 2018).
- Kar S and Sharma KA. Wind power developments in India. J Renew Sust Energ Rev 2012; 1157–1164.
- Goude A and Bülow F. Aerodynamic and electrical evaluation of a VAWT farm control system with passive rectifiers and mutual DC-bus. J Renew Energ 2013; 60: 284–292.
- Private Limited (Mnre Approved Channel Partner C). Iysert energy research Iysert vertical axis wind turbine, www.iysertenergy.com/vertical-axis-wind-turbine.html (2018, accessed 09 September 2018).
- Khan I. Review of wind energy utilization in South Asia. J Procedia Eng 2012; 49: 213–220.
- Tim B. Australia–India, February Electricity sector transformation-in India a case study of Tamil Nadu. Report. The Institute for Energy Economics and Financial Analysis (IEEFA)–Energy Finance Studies, 2018.
































 A Note on Data Localization
A Note on Data Localization











