










The climate change and the current energy crises show more drastically than ever before that the world must turn its back on fossil fuels that damage the climate and turn to more renewable sources. Wind energy is a great option. However, to generate more energy from the wind, more wind-energy systems with higher ratings are required as quickly as possible. To achieve this, significantly more efficient and cost-effective production strategies and capacities are necessary, especially when it comes to rotor blades.
It sometimes takes a few days to weeks for a medium-sized rotor blade to be ready to harness the wind. Production processes must be sped up to handle the ever-increasing demand. Rotor blades represent up to 25 percent of the overall cost of a wind-turbine system — which means they offer a high cost saving potential. It is crucial that both key variables are significantly reduced and process reliability increased to minimize the risk of errors and resulting quality defects. The latter is especially important when it comes to wind-turbine service, which is complex and costly both on land and on water.

This is precisely where automation comes into play. Automation has already been used for a long time in the manufacture of other wind-turbine components such as gearboxes, generators, and even tower segments. Today, rotor blades can be up to 100 meters long with blade flange diameters of up to 10 meters, and just as before, they are predominantly fabricated by hand. To do this, huge molds are built in which glass or carbon-fiber materials are manually placed and impregnated with resin to create spar caps and blades. The composite material hardens under vacuum to form a blade half, is stiffened using stays, and paired up with the second half to form the complete rotor blade. The blade must then be reworked, trimmed, ground, touched up, painted, and tested — all of which are time-consuming and laborious steps.
Automating the Process
Can all of these steps be automated? And with acceptable costs? A consortium made up of several companies and research partners within the scope of a joint project sponsored by the Federal Ministry for Economic Affairs and Climate Action asked precisely these questions. Specialists in all of the relevant domains — composite materials and bonding agent manufacturers, process and production technicians — analyzed the complete production process to assess the potential for optimizing the overall process. They defined sub-processes that can be automated and developed an overall system that integrates all of the associated tasks to be able to efficiently fabricate rotor blades.
The Digital Industries Division of Siemens AG took over the area of automation and digitalization. As the world’s leading manufacturer of control and drive technology for a wide range of industries, Siemens is also a driving force when it comes to digitalization. The high-end Sinumerik CNC system provides the hardware and software as key elements of the automation solution. Sinumerik is well established in the machine tool industry with the VNCK software as digital twin and the CAD/CAM software platform NX from Siemens with the integrated, virtual NC core software. The portfolio also includes Sinamics converters and servomotors from the Simotics family — which are optimally teamed up with the Sinumerik system.
Seamless CAD/CAM-CNC Process
This meant that, right from the word go, a seamless digital workflow was possible over the complete process. Starting with the 3D-CAD design of a new rotor blade type, optimized so that it can be automatically fabricated, this formed the basis for the design of the two halves of the mold all the way up to fast, high precision 5- or 6-axis CNC machining with programs automatically generated in the CAM system.
Tailored for Customized Rotor Blades
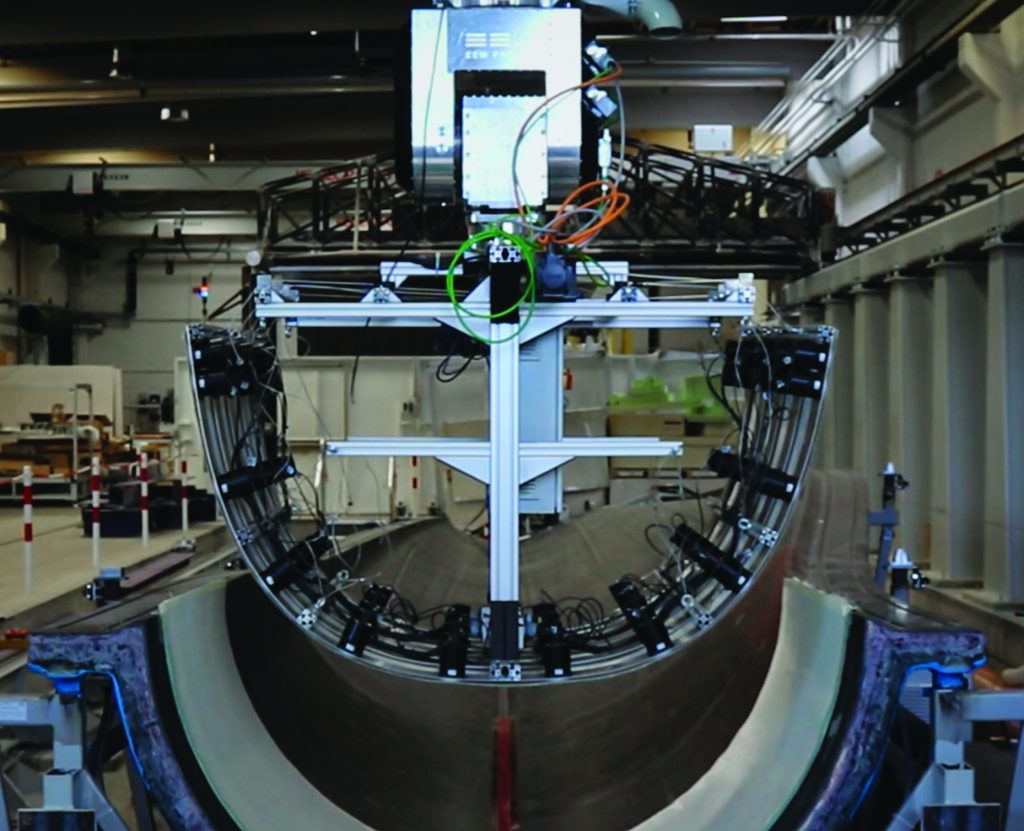
A renowned machine builder created a frame as an example and a machining center with two independent gantries with traversing paths of 25,000 mm x 4,700 mm x 2,000 mm. Siemens specialists then automated the machine, which involved equipping all axes with servomotors controlled by a Sinumerik system. This setup meant individual basic molds for blade halves or smaller blade segments could be automatically machined. The latter are being discussed as a better alternative in terms of production and transport when considering the extreme length of future rotor blade generations.
The two L-shaped gantries manufactured out of extremely stiff carbon fiber-reinforced tubes support and dynamically and precisely move the machining heads that can weigh up to 400 kilograms. Functions integrated in the Sinumerik compensate for weight-related vibration and ensure maximum smooth-running operation. When necessary, the gantries can be simply retracted to facilitate easy access, for example, when pairing blade halves. For example, a bonding system mounted on a platform for heavy loads and arranged in parallel to the longitudinal axis can be traversed in synchronism with the application head.
One CNC System Controls Everything
When simultaneously machining molds on both sides, safety functions integrated in the control system (Sinumerik Safety Integrated) carefully monitor that the gantries do not collide with one another. The same applies to the actual automated blade production and machining on the same system with the same control system. End effectors that can be quickly and easily exchanged were developed for tasks, which up until now had been manually performed.
The first objective was to be able to lay composite fiber roving or tapes — controlled by the CNC — for the stiffening spar caps and also mats up to 50-inch/1.27-meter wide taken from a roll and used for the outer rotor skin: The mat is individually controlled at seven points as it is unrolled and simultaneously pressed into the appropriate shape. This involves controlling the appropriate number of drive axes. A new handling tool takes previously stacked mat elements and places them on free-form surfaces with reproducible precision and without any creases. Beads of bonding agent are now automatically applied for the stiffening stays, which is not a simple task when considering the sheer dimensions involved.

This process has been automated for the first time, which means that it is now reproducible and can be precisely controlled. Just the same as when impregnating rovings, suitable process parameters had to be determined in complex tests and the appropriate program code written. Manual post-processing steps, such as trimming excess material and smoothing the blade edges, can also be automated to reflect today’s digital era.
Application-specific screen forms integrated in the CNC operating system navigate the operator through the various process steps listed earlier, making them easy and safe to handle.
Simulation for Safety and Security from the Very Start
The decisive factor to achieve short development and machining times was and still is that all NC machining functions can first be simulated and optimized on a PC using a Sinumerik digital twin. This drastically reduces the risk of costly development mistakes but also damage when machining the blades due to collisions, for example, as a result of programming errors.
Quality Up — Time and Costs Down
Significantly automated processes shorten the fabrication of a “standard” rotor blade by at least 10 percent, so the rapidly growing demand can be more quickly and cost-effectively addressed. CNC machining provides precise repeatability and reduces the potential for making errors. This keeps quality at a consistently high level so only perfect rotor blades go into operation in wind parks and operate perfectly over longer periods of time.
Experience has shown that automatically and precisely applying the required amount of bonding agent for the stays can reduce the amount used by at least one third. This also minimizes the level of vapor in the air that negatively affects the health and safety of workers, which, for the higher unit quantities to be achieved, would otherwise be noticeably higher.

From Prototype to Blade Factory
The Fraunhofer Institute for Wind Energy Systems IWES headquartered in Bremerhaven took the lead in this joint project. It is establishing a research facility for highly automated rotor-blade production based on the intelligence gained from the joint BladeFactory/BladeMaker project with Siemens as associated partner. Interested wind-turbine manufacturers, plant and machine builders, or suppliers of composite materials and bonding agents can use this for their own developments and further advance the various processes.
It goes without saying that the generally validated production process can also be applied to other large components as well as other sectors. Parts of prefabricated houses or bridges manufactured out of composite materials could be manufactured much more efficiently than with traditional techniques, for example.
More info www.iwes.fraunhofer.de/en/research-projects/current-projects/bladefactory0.html










{kind=link}