











Wind energy is undergoing expansion, and it is bound to grow to a commercial/consumer level in the decades to come. This growth has materialized in the form of large-scale wind farms, wind energy cooperatives, wind turbines owned by individual investors, and multinational exploration of remote sites and offshore locations. Despite the increasing rated capacity of wind turbines, operation and maintenance (O&M) costs remain high due to failures of wind turbine components such as gearboxes and blades. To make matters worse, in spite of several drawbacks associated with current/traditional maintenance practices, almost all industries are still following them. Thus, there is a great need to educate managers of such firms about the economic justification of performance monitoring in the wind industry, which is currently characterized by high maintenance costs.
The SCADA system installed at each wind turbine contains information about various turbine parameters, including all kinds of errors encountered by the system. Knowledge of wind turbine parameters and their impact on turbine components can be used in planning cost-effective maintenance activities [1-3]. Currently, with the availability and use of SCADA data, and hence the accessibility of a vast amount of historical data, the first step of cost-effective maintenance—e.g., the knowledge of past parameters of wind turbines—is relatively easy. By extracting the knowledge from this data, money can be saved by predicting and evaluating the faults of turbines and correctly maintaining the system without performing a manual inspection of each turbine.
Turbine Characteristics
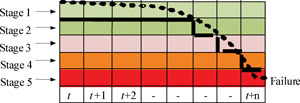
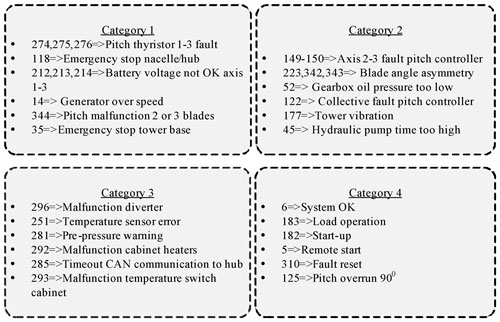
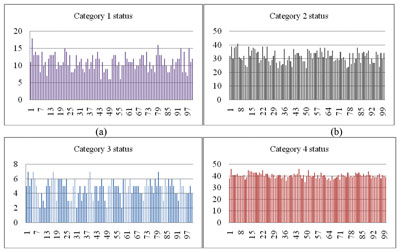
A wind turbine includes assemblies, systems, and components that may fail [4]. A component failure usually develops in stages over a period of time (Fig. 1). Performance of turbine components can be determined by examining changes in turbine parameter values, reported as status codes. For a typical large-scale turbine (e.g., 1.5 MW, 2.5 MW) over 400 different status codes can be generated. A status indicates a potential emerging fault. Pitch malfunction, blade angle asymmetry, and pitch thyristor faults are typical statuses generated by a wind turbine. Depending on the severity of the problem, status codes are divided into four categories: category 1 is the most severe, and category 4 usually represents an inconsequential event (Fig. 2). The sequential occurrence of category 1 through category 3 statuses may represent a fault in the component. An illustration of some of the statuses vis-à-vis turbine components is shown in Fig. 3. On average more than 4 status codes can be generated for specific components, and therefore finding a relationship between such statuses will be helpful for monitoring purposes.
Pattern Identification
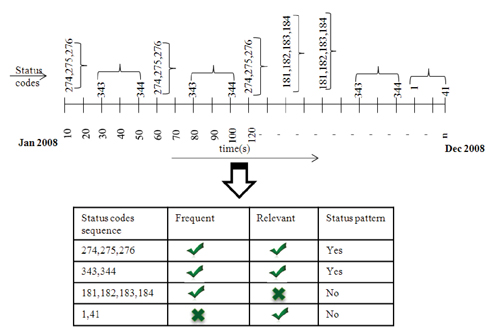
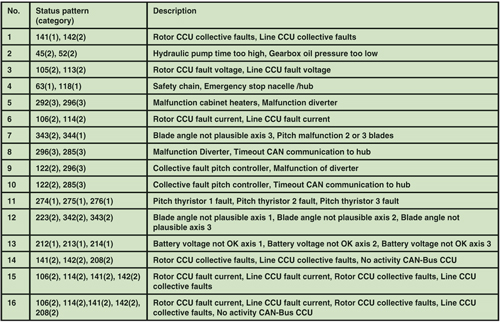
There are various ways historical data can be used to monitor the performance of wind turbines. Data mining provides an easy yet robust approach to performance monitoring. In this article data-mining techniques are discussed in order to find useful information/patterns from turbine data. In one experiment historical data of 100 turbines over a period of one year (Jan.-Dec. 2008) is used to identify the status patterns. The histograms of statuses in category 1 through category 4 for 100 turbines are presented in Fig. 4. The yearly data is converted into a 10-second time period, and any status codes recorded within 60 seconds are considered as the possible status pattern. The category of the status pattern considers only relevant status patterns (e.g., categories 1-3). A sample illustration is given in Fig. 5. Statuses recorded at the same time (e.g., 274, 275, 276) correspond to the same component, whereas statuses recorded within a maximum allowable time delay (e.g., 343, 344) can be related to two or more components/subcomponents of the wind turbine. After sorting out irrelevant and infrequent status patterns, a total of 16 different status patterns (e.g., 16 emerging faults) in all 100 turbines were found (Table 1 and Fig. 6). It is obvious that not all the faults need maintenance, as minor faults can be corrected by resetting the turbine; however, for major faults on-site maintenance is required. Therefore, 10 representative turbines out of 100 were selected to determine the frequent status patterns.
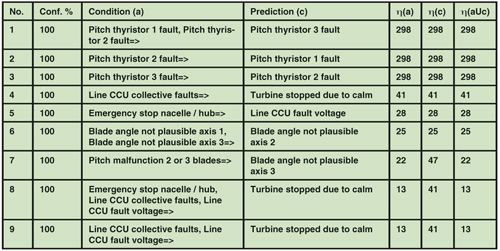
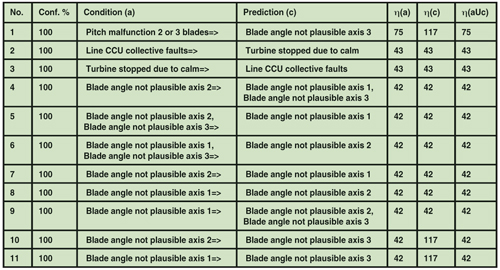
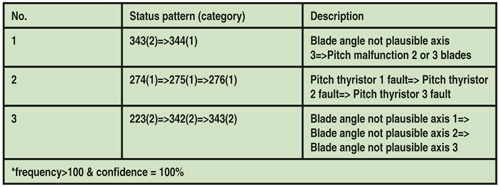
Mining data of 10 representative turbines provides a list of the frequent status patterns in the form of an if-then-else rule. Criteria for selecting status patterns are based upon: (1) status pattern frequency and; (2) status pattern strength. The strength of a status pattern can be understood by the uniqueness of individual statuses in predicting a status pattern. A status pattern with 100-percent confidence ensures that the status pattern is unique. Table 2and Table 3 provide a list of frequent status patterns of two different turbines. Status pattern no. 1 in Table 2> indicates that the fault in pitch thyristor 3 happen (100 percent of the time), whenever faults in pitch thyristor 1 and 2 occur. The notation η(a), η(c), and η(aUc) is used to represent the frequency of condition (a), prediction (c), and the combined frequency of both condition and prediction, which forms a status pattern. Similarly, status pattern no. 8 in Table 2 indicates that out of the 41 times when the turbine stopped due to calm conditions, 13 times were due to an emergency stop in nacelle and line CCU faults. It also indicates that an emergency stop in the nacelle/hub along with line CCU faults (both collective and voltage based) always resulted in turbine stoppage. Overall, a total of 10 different lists were obtained, and the three most frequent status patterns were identified, which were common to all 10 turbines (Table 4). All three frequent status patterns are unique and appeared more than 100 times in a year. The results in Table 4 indicate that the turbine blades are more prone to damage.
Data Mining-Based Performance
The experiment conducted affirms one of the various ways in which historical turbine data can be used to monitor the performance of a wind turbine. The appropriate selection of process parameters from historical turbine data can be used for fault prognosis [5]. Data mining provides an easy yet robust approach to performance monitoring, which can save time and money. The efficacy and usefulness of data-mining techniques discussed here have an empirical background, and so getting useful information/patterns from the turbine data is a promising tool for performance monitoring.
Acknowledgment:
The research reported in this article has been sponsored by the Iowa Energy Center, Grant #IEC 07-01.
References:
1) P.N., Tan, M., Steinbach, and V. Kumar. Introduction to Data Mining. Pearson Education/Addison Wesley, Boston, 2006.
2) A. Zaher, S.D., McArthur and D.G.Infield. Online wind turbine fault detection through automated SCADA data analysis. Wind Energy, Vol. 12, pp. 574-593, 2009.
3) A. Kusiak, W. Li, and Z. Song. Dynamic Control of Wind Turbines, Renewable Energy, Vol. 35(2), pp. 456–463, 2010.
4) Z. Hameed, Y.S. Hong, Y.M. Cho, S.H. Ahn, and C.K. Song. Condition monitoring and fault detection of wind turbines and related algorithms: A review. Renewable and Sustainable energy reviews, Vol. 13, pp. 1-39, 2009.
5) P. R. J. Cambell and K. Adamson. Identification of blade vibration causes in wind turbine generators. Data Mining IV: Transaction, Information and Communication Technologies, Vol. 29, pp. 1-6, 2003.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}